第十二章典型工件的加工第十二章典型工件的加工第三节齿轮类工件的加工31第一节轴类工件的加工2第二节套类工件的加工第四节箱体类工件的加工4第十二章典型工件的加工第十二章典型工件的加工一、轴类工件1.轴的功用轴类工件是机械设备中最主要和最基本的工件,主要用于支撑传动件和传递扭矩,并保证装在轴上的工件(或刀具)具有一定的回转精度
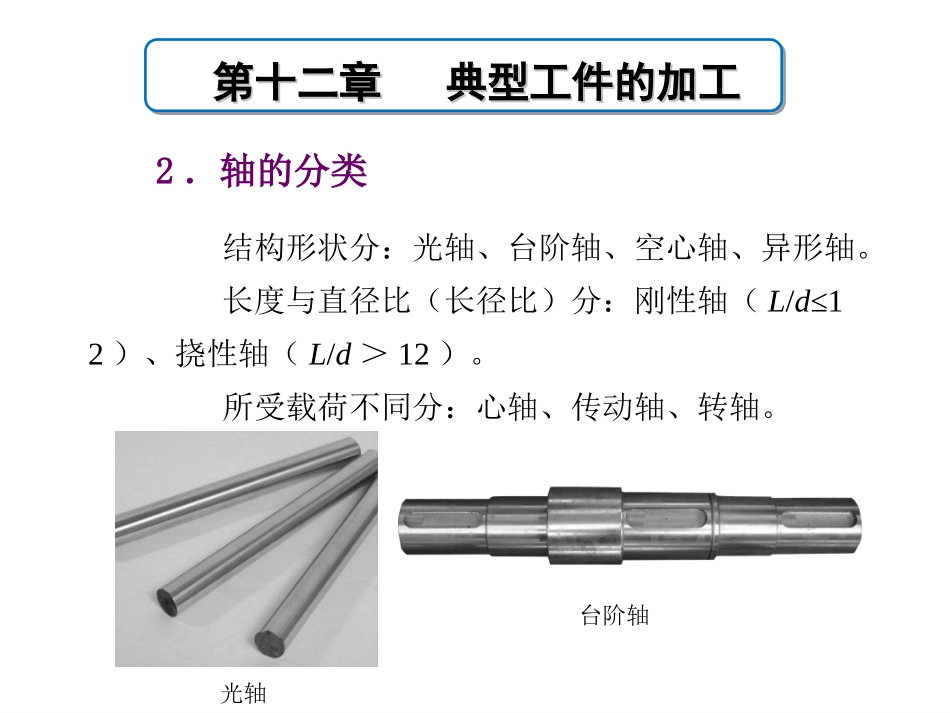
第一节轴类工件的加工第十二章典型工件的加工第十二章典型工件的加工2.轴的分类结构形状分:光轴、台阶轴、空心轴、异形轴
长度与直径比(长径比)分:刚性轴(L/d≤12)、挠性轴(L/d>12)
所受载荷不同分:心轴、传动轴、转轴
光轴台阶轴第十二章典型工件的加工第十二章典型工件的加工多拐曲轴挠性轴花键轴十字轴单拐曲轴偏心轴凸轮轴空心轴第十二章典型工件的加工第十二章典型工件的加工3.轴的结构轴类工件的加工表面通常有内圆柱面、外圆柱面、圆锥面以及螺纹、花键、键槽、槽等
第十二章典型工件的加工第十二章典型工件的加工二、传动轴的功用、结构及技术要求1.传动轴的功用主要用来支撑传动工件和传递扭矩
2.传动轴的结构主要结构要素有外圆柱面、螺纹、键槽等
3.传动轴的技术要求支承轴颈是轴的基准要素,其精度和表面质量一般要求较高
第十二章典型工件的加工第十二章典型工件的加工三、传动轴的材料及毛坯传动轴第十二章典型工件的加工第十二章典型工件的加工四、轴类工件的加工工艺分析1.划分加工阶段(1)粗加工阶段——钻中心孔,粗车各处外圆
(2)半精加工阶段——半精车各处外圆,车削螺纹,铣键槽等
(3)精加工阶段——修研中心孔,粗、精磨各处外圆
第十二章典型工件的加工第十二章典型工件的加工2.选择定位基准图示的传动轴,粗加工时,以外圆表面作为定位基准;半精加工时,以外圆表面加中心孔作为定位基准;精加工时,以两个中心孔作为定位基准
第十二章典型工件的加工第十二章典型工件的加工3.选择装夹