1]3[切削用量对切削力的影响比较(陕西理工学院机械工程学院)摘要:通过分析切削力单因素实验,探讨切削用量对切削力的影响规律;同时讨论刀具几何参数对切削力的影响,得出一般结论; 进而对比说明精密切削切削力的特殊规律
关键词: 切削变形;切削力;刀具;精密切削;规律1
引言金属机械加工过程中, 产生的切削力直接影响工件的粗糙度和加工精度,同时也是确定切削用量的基本参数
所以掌握切削用量对切削力的影响规律也显得重要
本文从一般切削和精密切削两个方面对切削用量对切削力的影响规律做初步探讨
金属切削加工机理金属切削加工是机械制造业中最基本的加工方法之一
金属切削加工是指在金属切削机床上使用金属切削刀具从工件表面上切除多余金属,从而获得在形状、尺寸精度及表面质量等方面都符合预定要求的加工
1 切削加工原理利用刀具与工件之间的相对运动,在材料表面产生剪切变形、 摩擦挤压和滑移变形,进而形成切屑
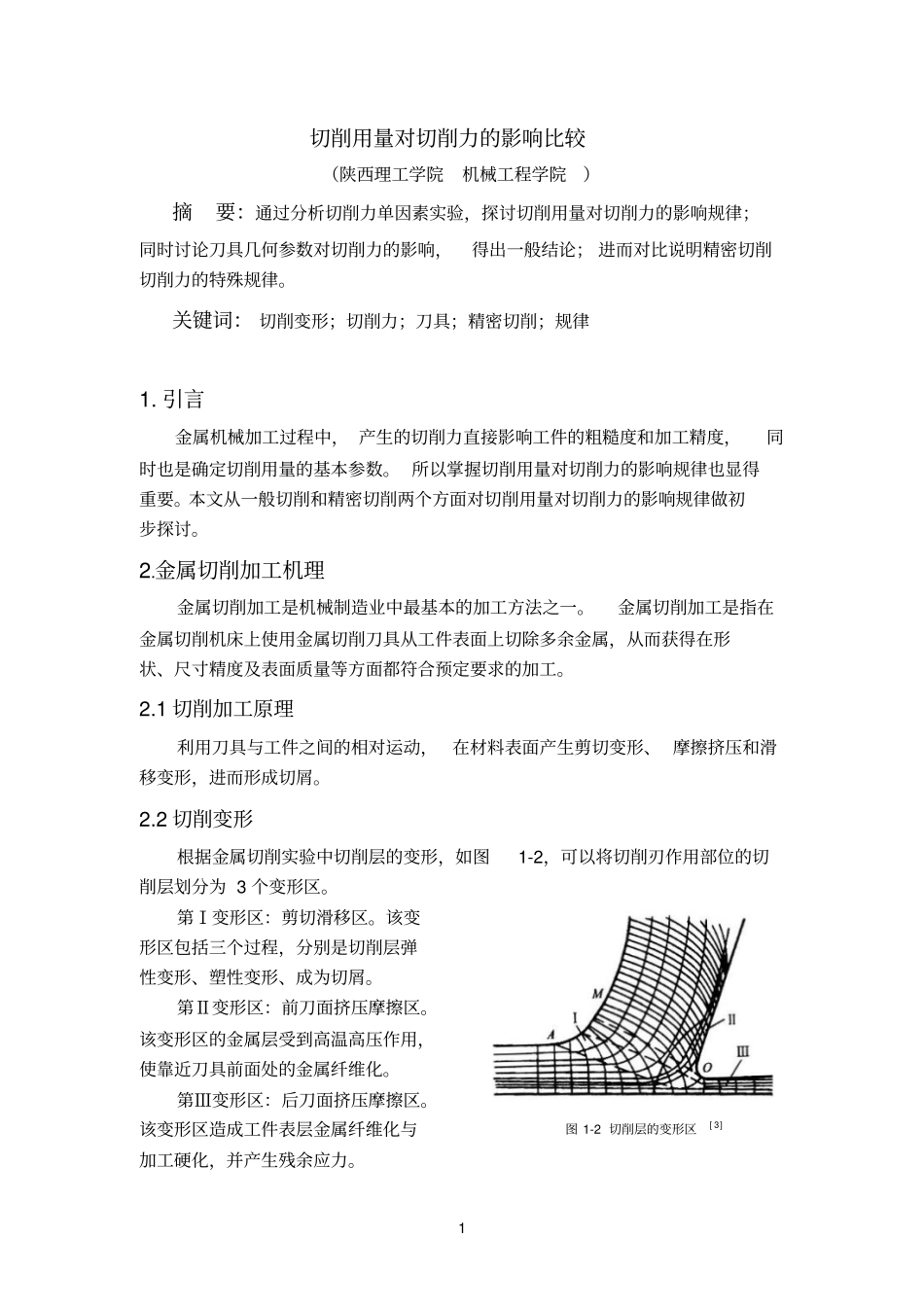
2 切削变形根据金属切削实验中切削层的变形,如图1-2,可以将切削刃作用部位的切削层划分为 3 个变形区
第Ⅰ变形区:剪切滑移区
该变形区包括三个过程,分别是切削层弹性变形、塑性变形、成为切屑
第Ⅱ变形区:前刀面挤压摩擦区
该变形区的金属层受到高温高压作用,使靠近刀具前面处的金属纤维化
第Ⅲ变形区:后刀面挤压摩擦区
该变形区造成工件表层金属纤维化与图 1-2 切削层的变形区加工硬化,并产生残余应力
2F xF yF zF xyF ZF22222]1[3
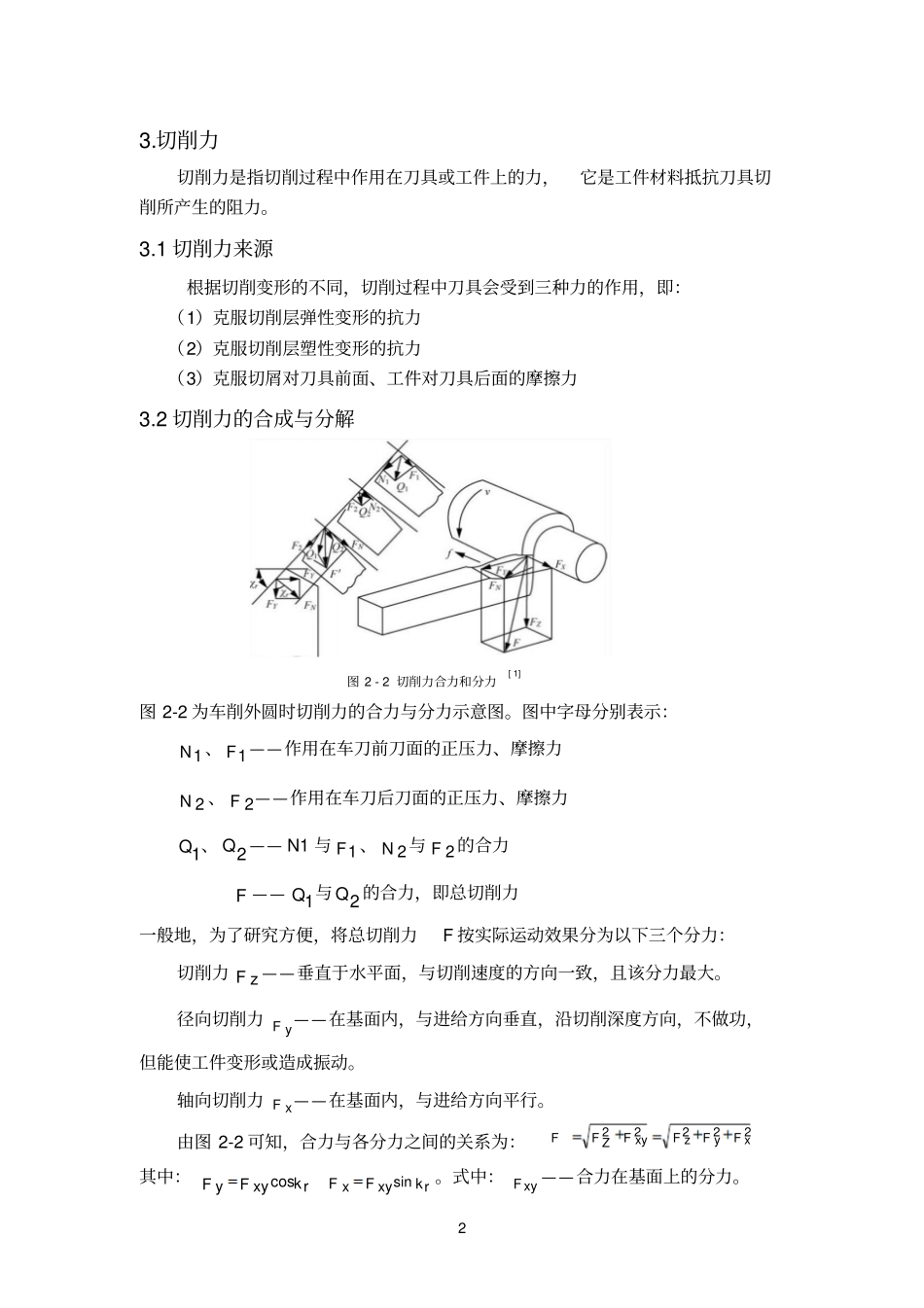
切削力切削力是指切削过程中作用在刀具或工件上的力,它是工件材料抵抗刀具切削所产生的阻力
1 切削力来源根据切削变形的不同,切削过程中刀具会受到三种力的作用,即:(1)克服切削层弹性变形的抗力(2)克服切削层塑性变形的抗力(3)克服切屑对刀具前面、工件对刀具后面的摩擦力3
2 切削力的合成与分解图 2 - 2 切削力合力和分力图