杯盖模具设计说明书1
塑料成型工艺性分析本产品采用 PS 原料,PS 是无色透明并有光泽的非结晶型的线形结构的高聚物,密度为
PS 有优良的电性能和一定的化学稳定性
聚苯乙烯耐热性低,热变形温度一般在所以只能在不高的温度下使用,PS 质地硬而脆,有高的热膨胀系数,塑件易产生内应力易开裂
PS成型性能优良具有⑴吸水性好⑵收缩性好⑶比热容小⑷热膨胀系数高
塑件壁厚属薄壁塑件,生产批量很大,采用注射成型
杯盖如图 1 所示: 图 12
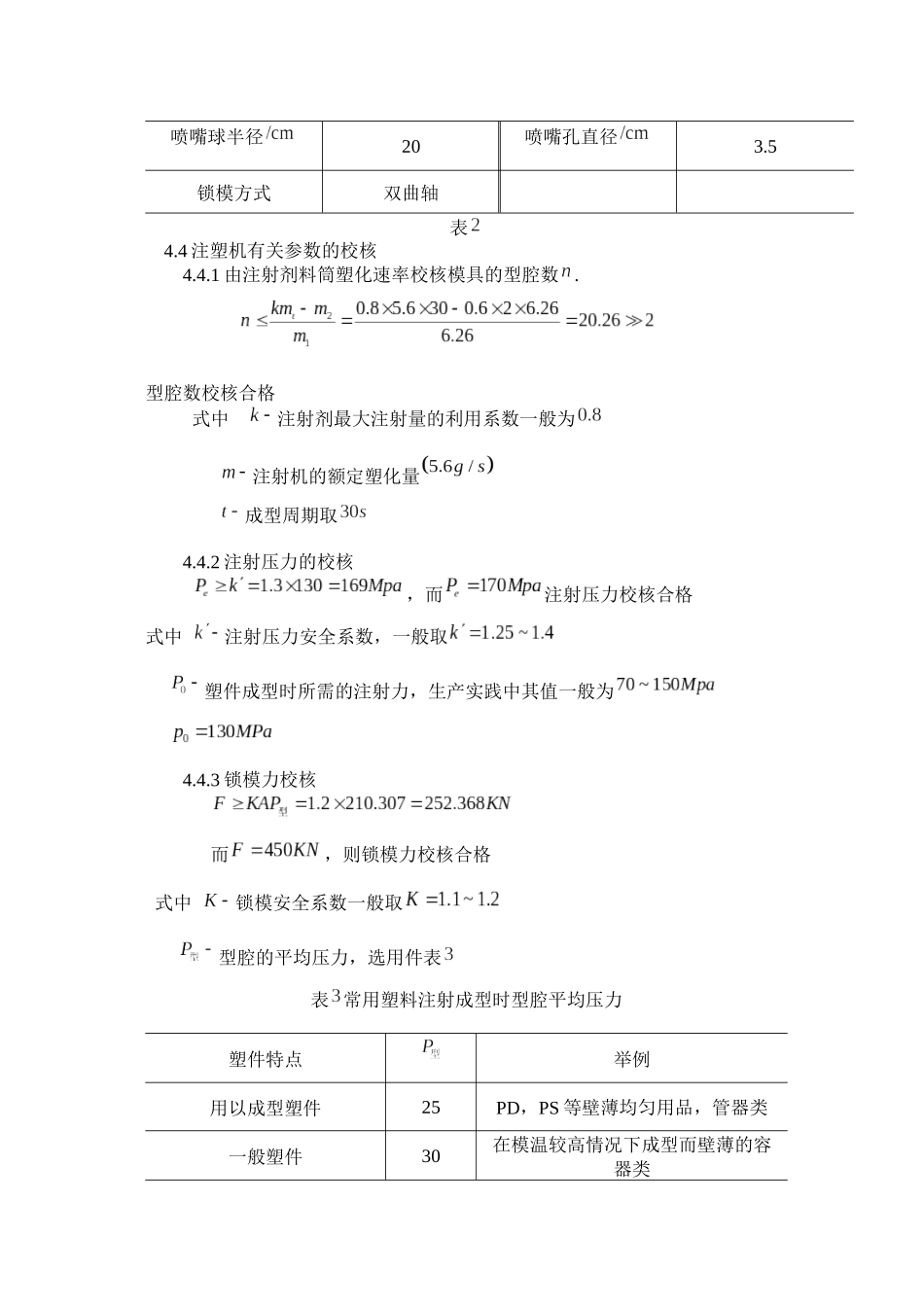
分型面的分析与确定根据要求该模具采用双分型面,经过两次分型,由塑件的结构形式,塑件的分型面选在杯盖的外表面,如图 2:图 23
确定型腔数量和排列方式根据设计要求,模具采用一模两腔,采用水平排列
型腔布局如图 3:图 34
注射机型号的选定4
1 注射量的计算通过计算可得,塑件的体积 v 塑件的质量流道凝料的质量还是个未知数,可按塑件质量 0
6 倍计算,从上述分析中确定为一模两腔,所以注射量为4
2 塑件和流道凝料在分型面上的投影面积及所要锁模力计算流道凝料(包括浇口)在分型面上的投影面积,在模具设计前是个未知数
型多型腔模腔模的统计分析,是每个塑件在分型面的投影面积的倍,可用来进行估算,则:其中 P 为型腔中的压力取,(因为是壁薄零件,浇口为点浇口,压力取大一些,见表),常用塑料注射成型时所选用的型腔压力值见表 :塑料品种PE 高压PE 低压PSASABSPOMPC型腔压力10-152015-2020303540表4
3 选择注塑机根据每一生产周期的注射量和锁模力的计算值,可选用卧式注射机(上海第一塑料机械厂)见表:理论注射容量78锁模力450螺杆直径30拉杆内间距注射压力170移模行程220注射速率60最大模厚300塑化能力5
6最小模厚100螺杆转速14~200定位孔直径55喷嘴球半径20喷嘴孔直径3
5锁模方式双曲轴表4