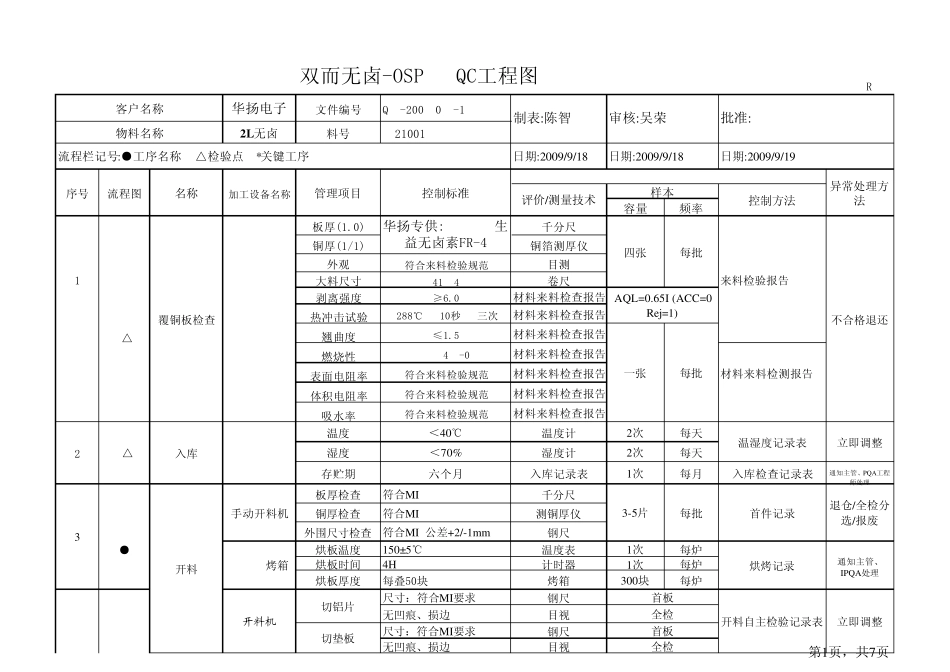
华扬电子文件编号QA-200909-1A2L无卤料号321001容量频率板厚(1
0)千分尺铜厚(1/1)铜箔测厚仪外观符合来料检验规范目测大料尺寸41*49卷尺剥离强度≥6
0材料来料检查报告热冲击试验288℃ 10秒 三次材料来料检查报告翘曲度≤1
5材料来料检查报告燃烧性94V-0材料来料检查报告表面电阻率 符合来料检验规范材料来料检查报告材料来料检测报告体积电阻率 符合来料检验规范材料来料检查报告吸水率符合来料检验规范材料来料检查报告温度<40℃温度计2次每天 △湿度<70%湿度计2次每天存贮期六个月入库记录表1次每月入库检查记录表通知主管、PQA工程师处理板厚检查符合MI千分尺铜厚检查符合MI测铜厚仪外围尺寸检查符合MI 公差+2/-1mm钢尺●烘板温度150±5℃温度表1次每炉烘板时间4H计时器1次每炉烘板厚度每叠50块烤箱300块每炉尺寸:符合MI要求钢尺无凹痕、损边目视尺寸:符合MI要求钢尺无凹痕、损边目视管理项目开料机序号名称异常处理方法 △开料切铝片切垫板华扬专供: 生益无卤素FR-413手动开料机 烤箱2入库覆铜板检查不合格退还温湿度记录表立即调整首板退仓/全检分选/报废首件记录3-5片每批立即调整加工设备名称来料检验报告四张每批AQL=0
65I (ACC=0Rej=1)一张每批日期:2009/9/18评价 /测量技 术样 本批准 :控 制 方法日期:2009/9/18日期:2009/9/19控 制 标 准双 而 无卤-OSP QC工程图 Rohs流 程栏 记号:●工序名称 △检验点 *关 键 工序制 表:陈 智客 户 名称物 料名称流 程图审 核 :吴 荣通知主管、IPQA处理全检全检首板开料自 主检验记录表烘烤记录第 1页 , 共 7页容量频率管理项目序号名称异常处理方法加工设备名称评价/测量技术样本控制方法控制标准流程图吸尘状况无吸尘不良目视1