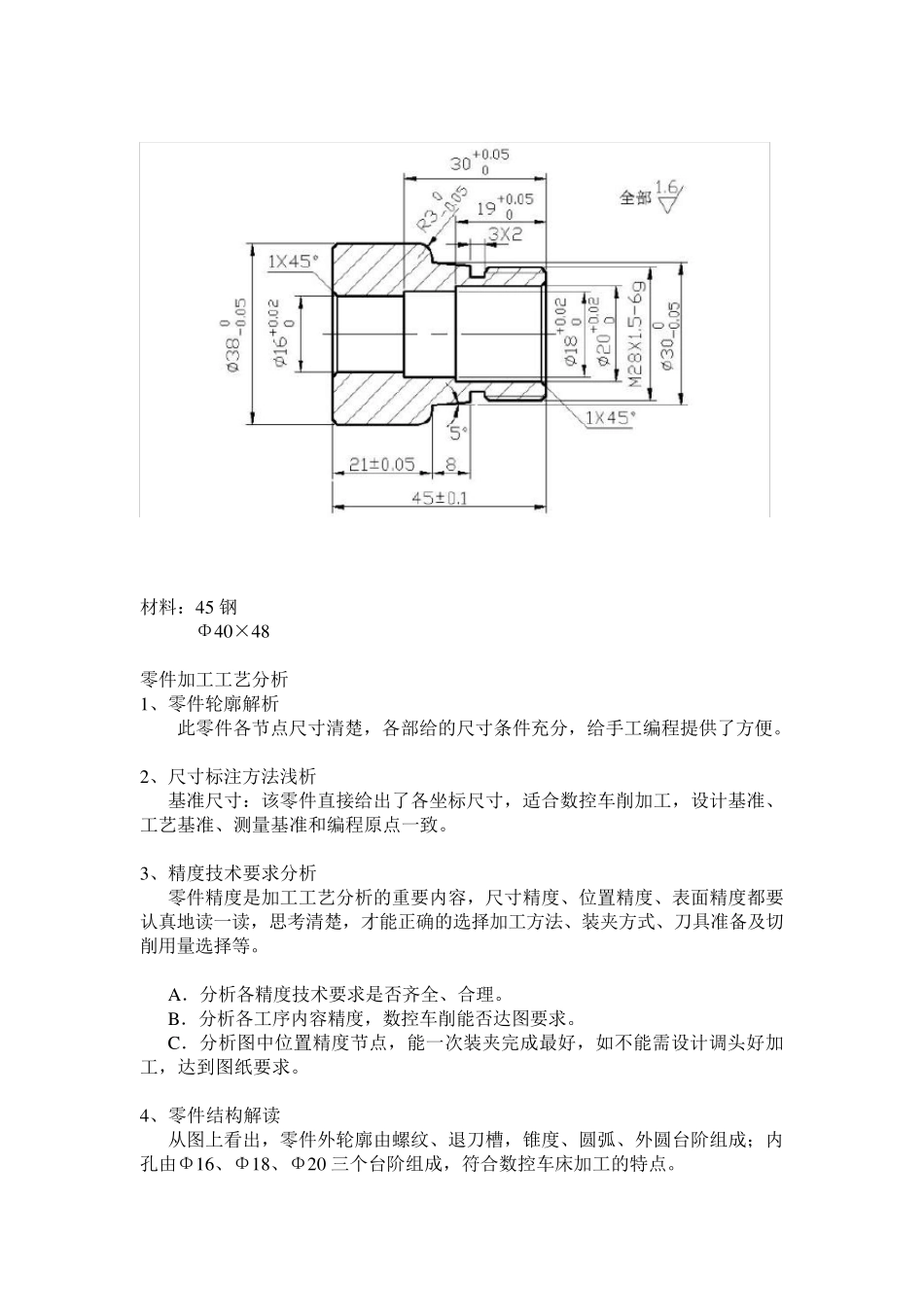
材料:45 钢 Φ40×48 零件加工工艺分析 1、零件轮廓解析 此零件各节点尺寸清楚,各部给的尺寸条件充分,给手工编程提供了方便
2、尺寸标注方法浅析 基准尺寸:该零件直接给出了各坐标尺寸,适合数控车削加工,设计基准、工艺基准、测量基准和编程原点一致
3、精度技术要求分析 零件精度是加工工艺分析的重要内容,尺寸精度、位置精度、表面精度都要认真地读一读,思考清楚,才能正确的选择加工方法、装夹方式、刀具准备及切削用量选择等
A.分析各精度技术要求是否齐全、合理
B.分析各工序内容精度,数控车削能否达图要求
C.分析图中位置精度节点,能一次装夹完成最好,如不能需设计调头好加工,达到图纸要求
4、零件结构解读 从图上看出,零件外轮廓由螺纹、退刀槽,锥度、圆弧、外圆台阶组成;内孔由Φ16、Φ18、Φ20 三个台阶组成,符合数控车床加工的特点
5、 零 件 毛 坯 工 艺 分 析 由 于 毛 坯 尺 寸 的 限 定 , 这 个 工 件 要 两 次 装 夹 才 能 完 成
A、 从 零 件 的 技 术 精 度 、 表 面 精 度 的 要 求 考 虑 , 这 个 工 件 应 先 外 后 内 加 工 成型
B、 外 轮 廓 先 左 后 右 , 两 次 装 夹 才 能 完 成
C、 钻 孔 、 镗 孔 可 分 开 加 工 , 因 为 图 纸 上 没 有 位 置 精 度 要 求
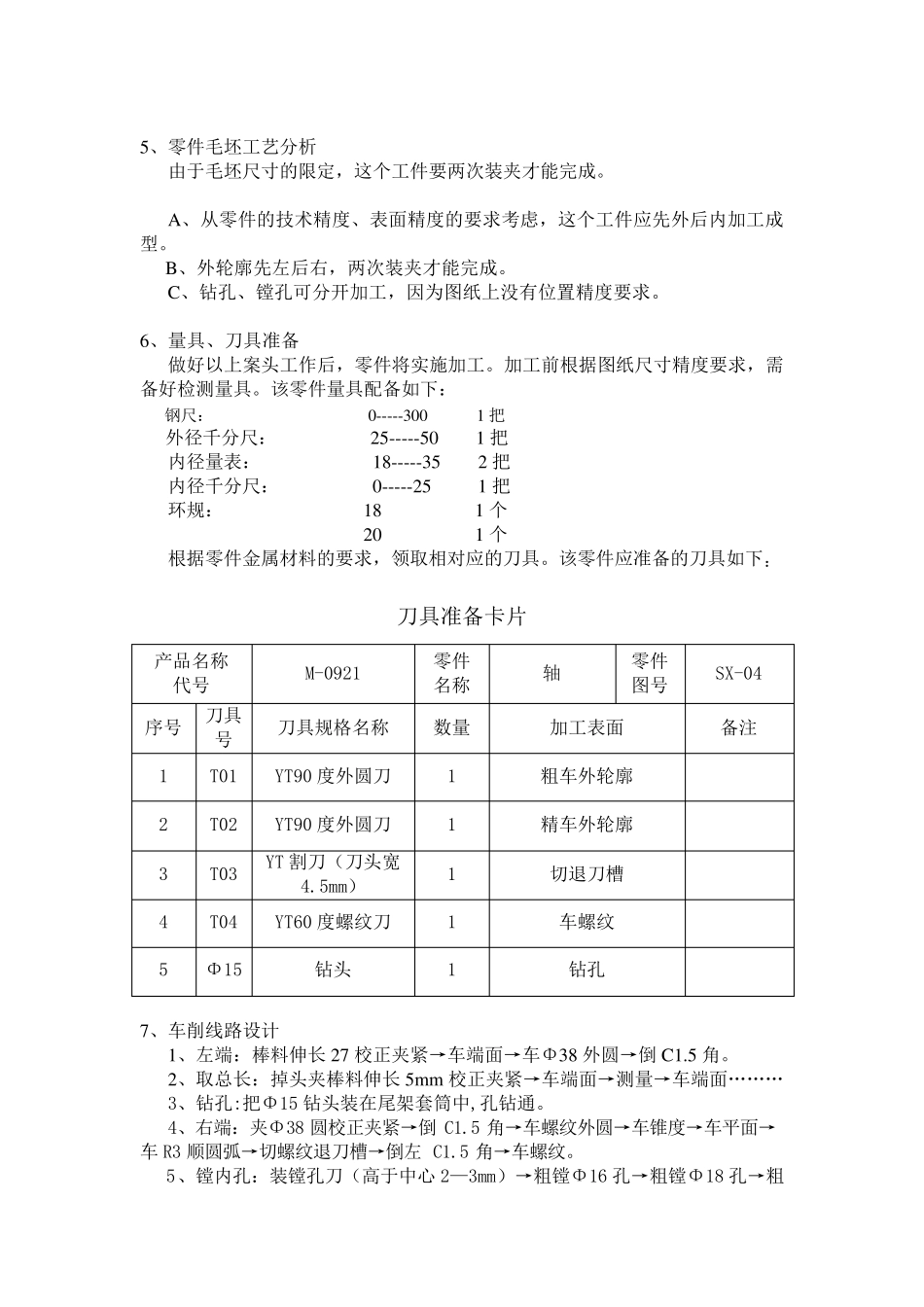
6、 量 具 、 刀 具 准 备 做 好 以 上 案 头 工 作 后 , 零 件 将 实 施 加 工
加 工 前 根 据 图 纸 尺 寸 精 度 要 求 , 需备 好 检 测 量 具
该 零 件 量 具 配 备 如 下 : 钢 尺 : 0-----300 1 把 外 径 千 分 尺 : 25-----50 1 把 内 径 量 表 : 18-----35 2 把 内 径 千 分 尺