一、模具数控车加工案例(一)数控车复合循环指令应用1
采纳复合循环加工编写图 3-58 工件的粗、精加工程序
精加工余量:△u=△w=0
2mm,其它参数自定
图 3-582
采纳复合循环加工 Φ16 孔以加工好,采纳复合循环编写图 3-59 工件内腔结构的粗、精加工程序
精加工余量:△u=△w=0
2mm,其它参数自定
图 3-593
采纳复合循环加工采纳复合循环编写图 3-60 工件加工程序
精加工余量:△u=△w=0
2mm,其它参数自定
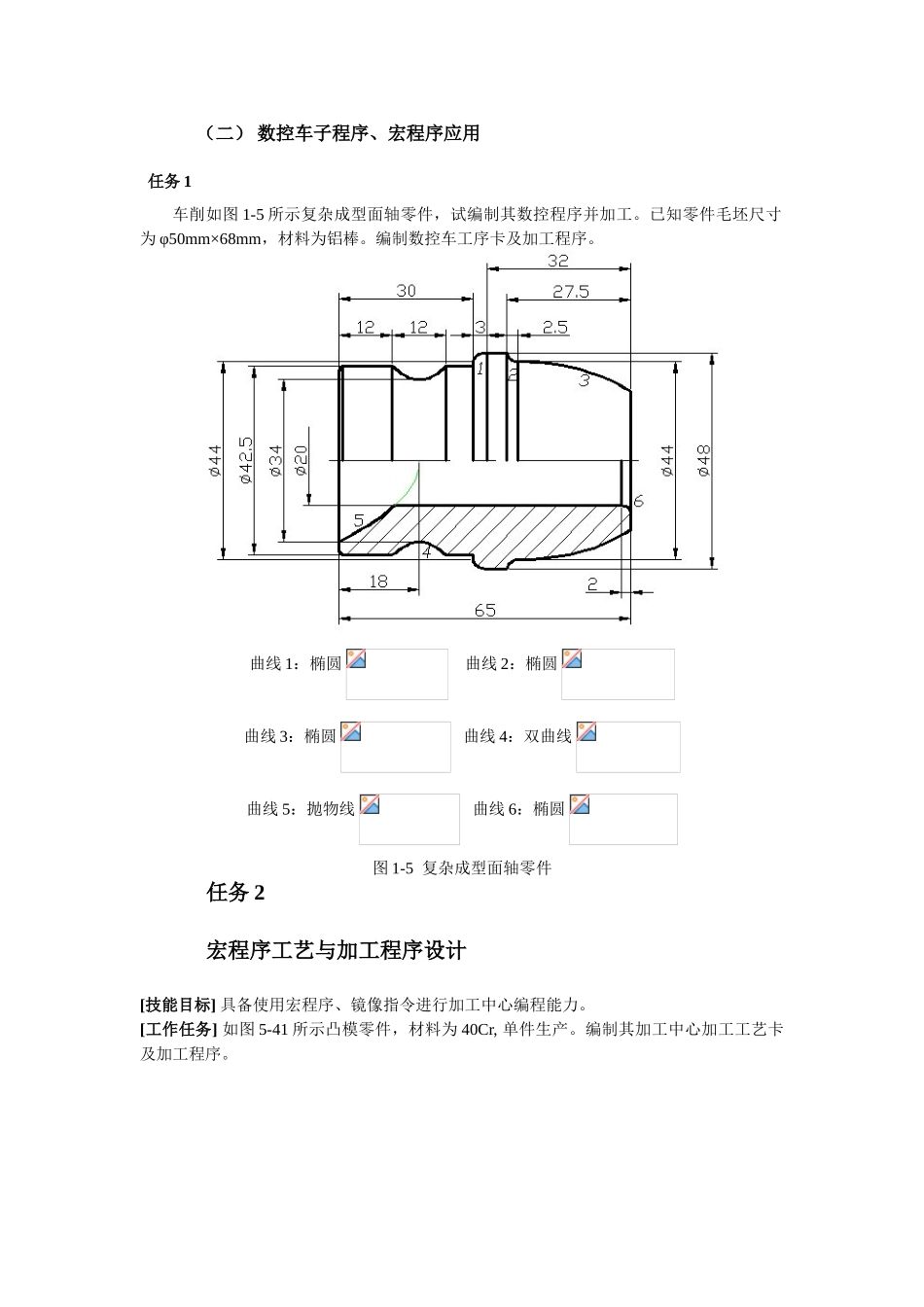
图 3-60(二) 数控车子程序、宏程序应用 任务 1 车削如图 1-5 所示复杂成型面轴零件,试编制其数控程序并加工
已知零件毛坯尺寸为 φ50mm×68mm,材料为铝棒
编制数控车工序卡及加工程序
曲线 1:椭圆 曲线 2:椭圆 曲线 3:椭圆 曲线 4:双曲线 曲线 5:抛物线 曲线 6:椭圆 图 1-5 复杂成型面轴零件任务 2 宏程序工艺与加工程序设计[技能目标] 具备使用宏程序、镜像指令进行加工中心编程能力
[工作任务] 如图 5-41 所示凸模零件,材料为 40Cr, 单件生产
编制其加工中心加工工艺卡及加工程序
图 5-41 凸模零件图任务 3. 薄壁深槽类零件数控铣加工能力目标:1 合理选择加工过程和走刀路径 2 正确选择刀具和切削参数的3 CAD 确定走刀节点4 质量检测与评价核心知识:编程原点及 CAD 辅助编程(编程节点确定)、阵列加工工作任务: 加工如图 2-1 零件,毛坯为 120x120x32 板材,45 号钢
编制数控铣工序卡及加工程序
图 2-1 零件图任务四
模具装配件组合数控铣加工能力目标:1 装配件组合制造工艺2 镜像加工工艺应用 3 微细结构加工工艺4 装配件质量检测与评价核心知识:刀具补偿控制加工精度、镜像加工工作任务: 加工如图 2-2 和 2-3 两零件为一模具,可合模配合装配额