典型产品的孔型、压下规程设计 在设备能力允许条件下尽量提高产量充分发挥设备潜力以提高产量的途径不外乎是提高压下两、缩减轧制道次、确定合理速度规程、缩短轧制周期、减少换辊时间,提高作业率及合理选择原料增加坯重等
对于连轧机而言主要是合理分配压下并提高轧制速度
无论是提高压下量还是提高轧制速度,都涉及到轧制压力轧制力矩和电机功率
一方面要求充分发挥设备的潜力,另一方面又要求保证设备安全和操作方便,就是说在设备能力允许的条件下努力提高产量
而限制压下量和速度的主要因素包括咬入条件、轧辊及接轴叉头等的强度条件、电机能力的限制以及轧机的具体情况考虑其他因素等
在保证操作稳便的条件下提高产量 ①操作稳便的钢板轧制定心条件,努力提高轧机的刚度
尽力消除机架刚度对钢板纵向和横向精度的影响 ②提高板形及尺寸精度质量
板带材轧制的精轧阶段对于保证钢板的性能、表面质量、板形及尺寸精度有着极为重要的作用
为了保证板形质量及厚度精度,必须遵守均匀延伸或所谓的“板凸度一定”的原则去确定各道次的压下量
③注意保证板组织性能和表面质量
例如有些钢种对终轧温度和压下量有一定的要求,都需要根据钢种特性和产品技术要求在设计轧制规程时加以考虑
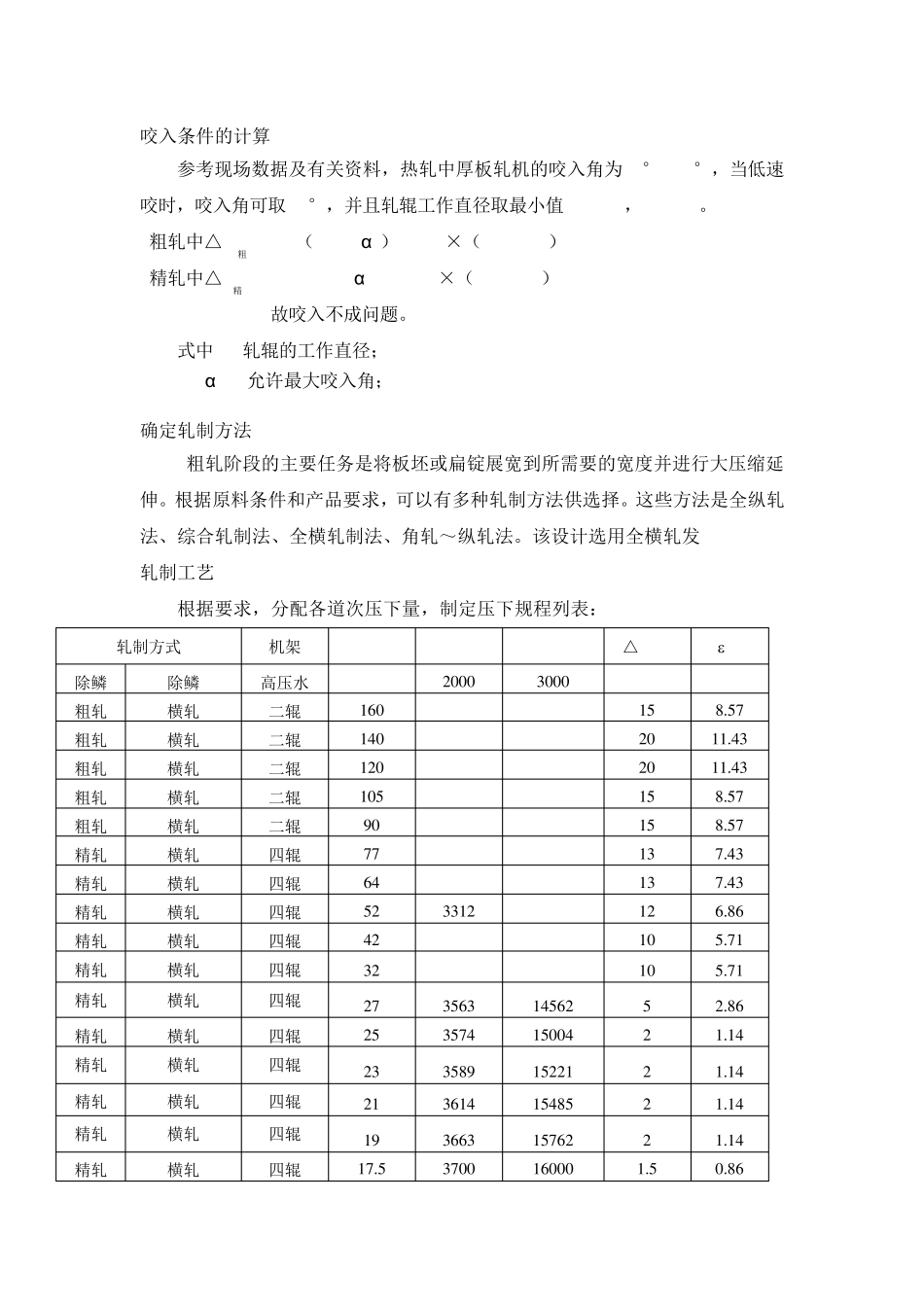
制定压下规程 以典型产品为例确定板坯长度 (典型产品:x70,规格:17
5*3500*15000mm) 取轧件轧后两边剪切余量为△b=100×2mm, 头尾剪切余量为 △l=500×2mm
则: 轧件轧后的毛板宽度 b=3500+100×2=3700mm; 轧件轧后的毛板长度 l=15000+500×2=16000mm
若忽略烧损和热胀冷缩,则根据体积不变定律可得: L =h b l /H B =17
5 * 3700 * 16000 / 175 * 2000 =2960 mm 根据板坯定尺取:L=3000mm 咬入条件的计算 参考现场数据及有关资料,热轧中厚板轧