1 14503#轧 机 轧 制工艺规程 一 、适 用 范 围 本 规 程 适 用 于 无 锡 西 城 特 种 薄 板 有 限 公 司14503#轧 机 试 生 产 轧 制 工 艺 过 程
二 、机 组 工 艺 参 数 轧 制 材 料 : 低 碳 钢 、中 碳 钢 、低 合 金 钢 、电 工 钢 等 轧 制 规 格 : H=0
0mm B=900~1300mm 原 料 规 格 : H=1
0mm B=900~1300mm d=Ф610mm Dmax=Ф2000mm 成 品 卷 径 : d=Ф610mm Dmax=Ф2000mm 轧 辊 尺 寸 : 工 作 辊 Ф385/Ф425×1460mm 中 间 辊 Ф440/Ф490×1480mm 支 撑 辊 Ф1200/Ф1300×1450mm 工 作 辊 硬 度 : >85HSD 中 间 辊 硬 度 : 75~80HSD 支 撑 辊 硬 度 : 64~68HSD 张 力 : 开 卷 : 7~70 KN 卷 取 : 7~70 KN(单 电 机 ) 70~140 KN(双 电 机 ) 轧 制 速 度 : Vmax=900m/min 最 大 轧 制 力 : Pmax=20000 KN 最 大 轧 制 力 矩 : Mmax=120 KN
m 工 作 辊 正 /负 弯 辊 力 ( 单 侧 ): 360 KN/ 200KN 中 间 辊 正 弯 辊 力 ( 单 侧 ): 400 KN 中 间 辊 横 移 量 : Max365 mm 2 主 电 机 功 率 : Nmax=1197*4 KW= 4788 KW 主 电 机 转 速 : 350/800 r/min 减 速 比 : 1
0588 传 动 方 式 : 双 电 机 上 、下 工 作 辊 单 独 传 动 三 、轧 制 工 艺 规 程 3
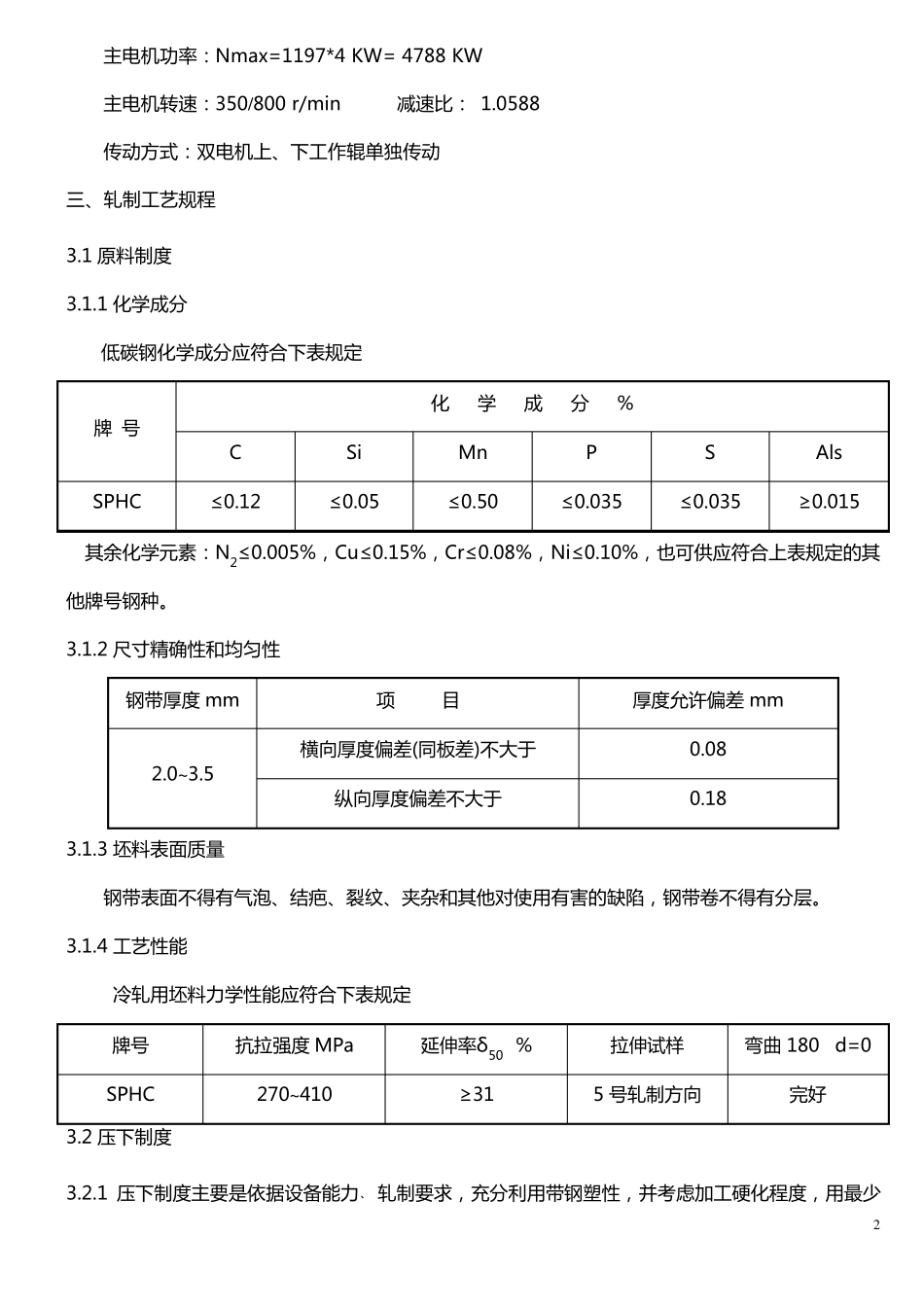
1 原 料 制 度 3