目的:为明确家具产品的判定标准,使检验人员有所依循
适用范围:适用于所有家具产品的检验,包括来料、制程及出货检验
检验基本条件检验人员视力以上,无色盲
标准照度下4
检验抽样方式依据 MIL-STD-105 记数抽样表Ⅱ级,抽检水准正常检验单次抽样计划实施
特殊情形由品质部主管调整检验水准
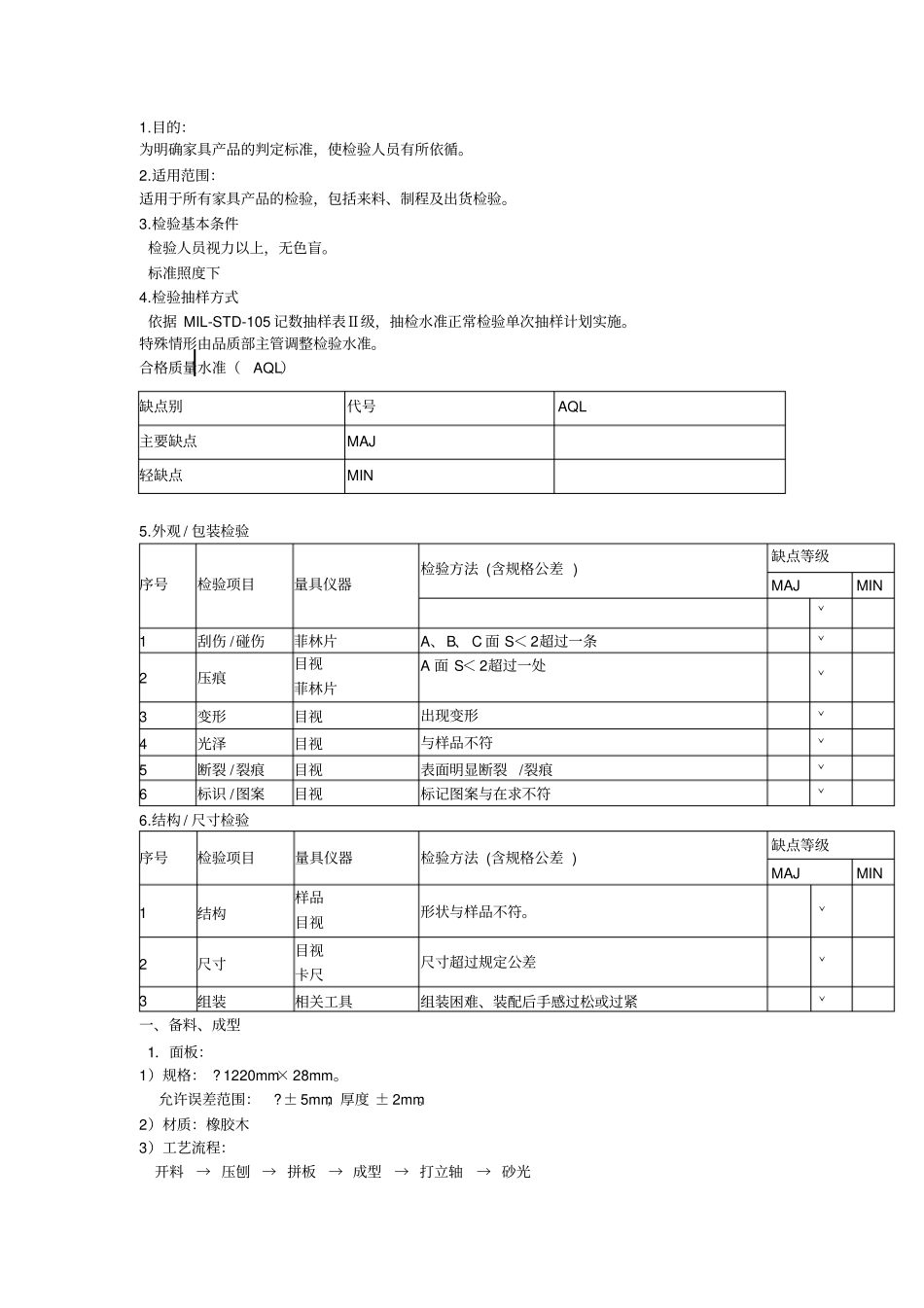
合格质量水准(AQL)5
外观 / 包装检验序号检验项目量具仪器检验方法 (含规格公差 ) 缺点等级MAJ MIN ˇ1 刮伤 /碰伤菲林片A、B、 C 面 S< 2超过一条ˇ2 压痕目视菲林片A 面 S< 2超过一处ˇ3 变形目视出现变形ˇ4 光泽目视与样品不符ˇ5 断裂 /裂痕目视表面明显断裂 /裂痕ˇ6 标识 /图案目视标记图案与在求不符ˇ6
结构 / 尺寸检验序号检验项目量具仪器检验方法 (含规格公差 ) 缺点等级MAJ MIN 1 结构样品目视形状与样品不符
ˇ2 尺寸目视卡尺尺寸超过规定公差ˇ3 组装相关工具组装困难、装配后手感过松或过紧ˇ一、备料、成型 1.面板:1)规格:
1220mm× 28mm
允许误差范围:
± 5mm;厚度 ± 2mm
2)材质:橡胶木3)工艺流程:开料→ 压刨 → 拼板→ 成型→ 打立轴→ 砂光缺点别代号AQL 主要缺点MAJ 轻缺点MIN 4)质量要求:a
为防止实木开裂,要求面板均使用2-1/2″ 宽的橡胶木进行拼板,木材的含水率应控制在 12%±1%,每相邻的两块拼板料之间的含水率≤2%
拼板时,注意挑选材料,材料间色差大、节疤等要挑出做“ P”或“ Y”色
布胶要足、均匀,加压时间不能低于6 小时
拼板接缝处要求平整、密合,拼接线≤
桌面的刀型按图加工,线条要流畅
不能有明显的跳刀痕,允许跳刀痕深度≤
2.立水:1) 规格:
1160mm× 70mm H× 17mm D
2) 材质:曲木贴橡胶木薄片