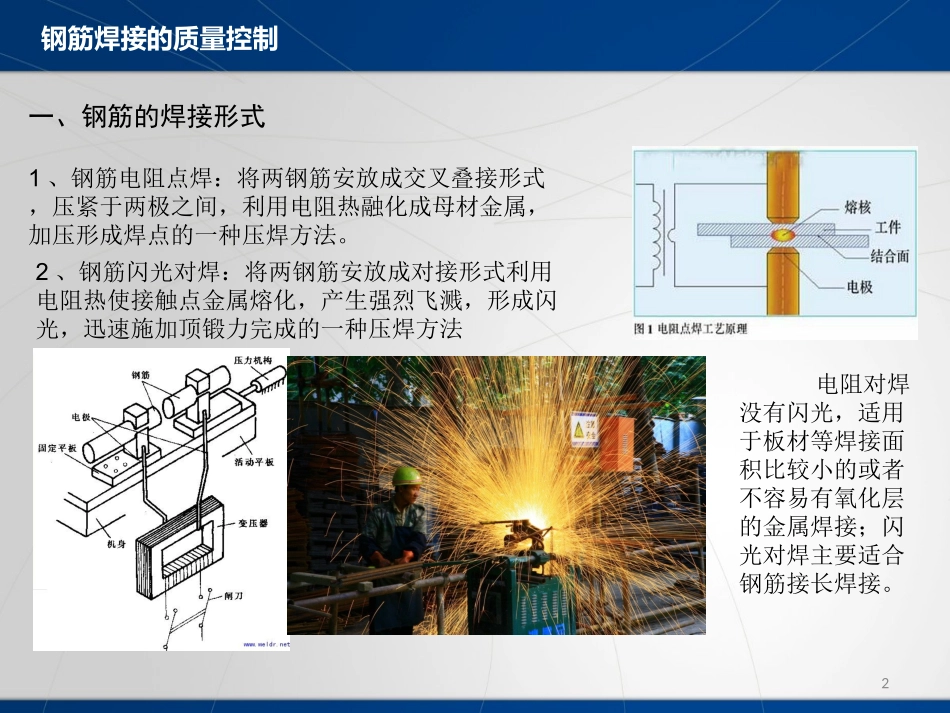
1钢筋焊接的质量控制目录一、钢筋的焊接形式二、钢筋电弧焊的质量控制三、钢筋笼焊接的注意事项2钢筋焊接的质量控制一、钢筋的焊接形式1、钢筋电阻点焊:将两钢筋安放成交叉叠接形式,压紧于两极之间,利用电阻热融化成母材金属,加压形成焊点的一种压焊方法
2、钢筋闪光对焊:将两钢筋安放成对接形式利用电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法电阻对焊没有闪光,适用于板材等焊接面积比较小的或者不容易有氧化层的金属焊接;闪光对焊主要适合钢筋接长焊接
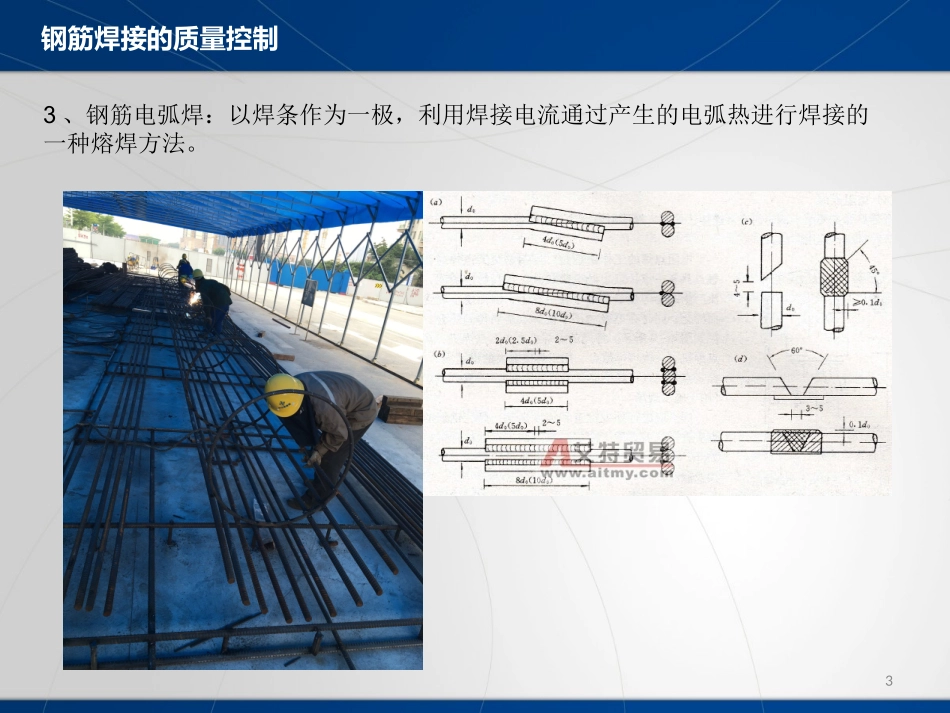
3钢筋焊接的质量控制3、钢筋电弧焊:以焊条作为一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法
4钢筋焊接的质量控制4、钢筋窄间隙电弧焊:将两钢筋安防成水平对接形式,并置于铜模内,中间留有少量间隙,用焊条从接头根部引弧,连续向上焊接完成的一种电弧焊方法
5、钢筋电渣压力焊:将两钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,融化钢筋,加压完成的一种压焊方法
5钢筋焊接的质量控制6、钢筋气压焊:采用氧气乙炔火焰或其他火焰对两钢筋对接处加热,使其达到塑性状态(固态)或融化状态后(熔态),加压完成的一种压焊方法
6钢筋焊接的质量控制焊接方法的运用范围7钢筋焊接的质量控制2、钢筋电弧焊包括帮条焊、搭接焊、坡口窄间隙焊和熔槽帮条焊5种接头形式
焊接时应符合下列要求:①应根据钢筋牌号、直径、接头形式和焊接位置,选择焊条、焊接工艺和焊接参数;②焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;③焊接地线应与钢筋接触紧密;④焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填满
二、钢筋混凝土电弧焊1、电弧焊所采用的焊条:焊条型号的第一个字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,第三个字母表示焊条的焊接位置,第三位和