冲压件检查标准 1
目的:确定冲压件的外观、线性尺寸、形位公差检验条件、检验手段的一般标准,指导合理、经济的进行检验与品质控制;并可指导相关工艺、检验作业指导书的制订
范围:本标准适用信发所有冲压件的外观、线性尺寸、形位公差检验控制
外观检验 3
1 检查方法 产品及原材料的检查方法以如下条件进行目视检查,需要时可使用菲林,并可借助10倍放大镜
对所发现的外观缺陷按相应允收标准作出判定
1 位置:检查人员的眼睛与被测对象物表面的距离:30~45cm
对测量对象表面要以垂直及45°的角度进行检查
(参照图 1) 3
2 照明:2X36W 白色日光灯在距离150~200cm 处发出之光亮
3 视力:检查人员要求正常或矫正视力在 1
0 以上,且无色盲
4 时间:不得在被测对象物上停留,必须以连续的动作进行,若发现异常时,允许不超过5 秒的停留时间作确认
2 等级定义 光源图1测定对象面的目视位置与光源 垂直的面与光源 平 行的面光源 根 据 部 品 所 处 位 置 分 为 3 个 等 级 , 若 需 要 详 细 的 等 级 定 义 时 , 在 相 关 部 门 协 议 基 础上 , 另 行 规 定
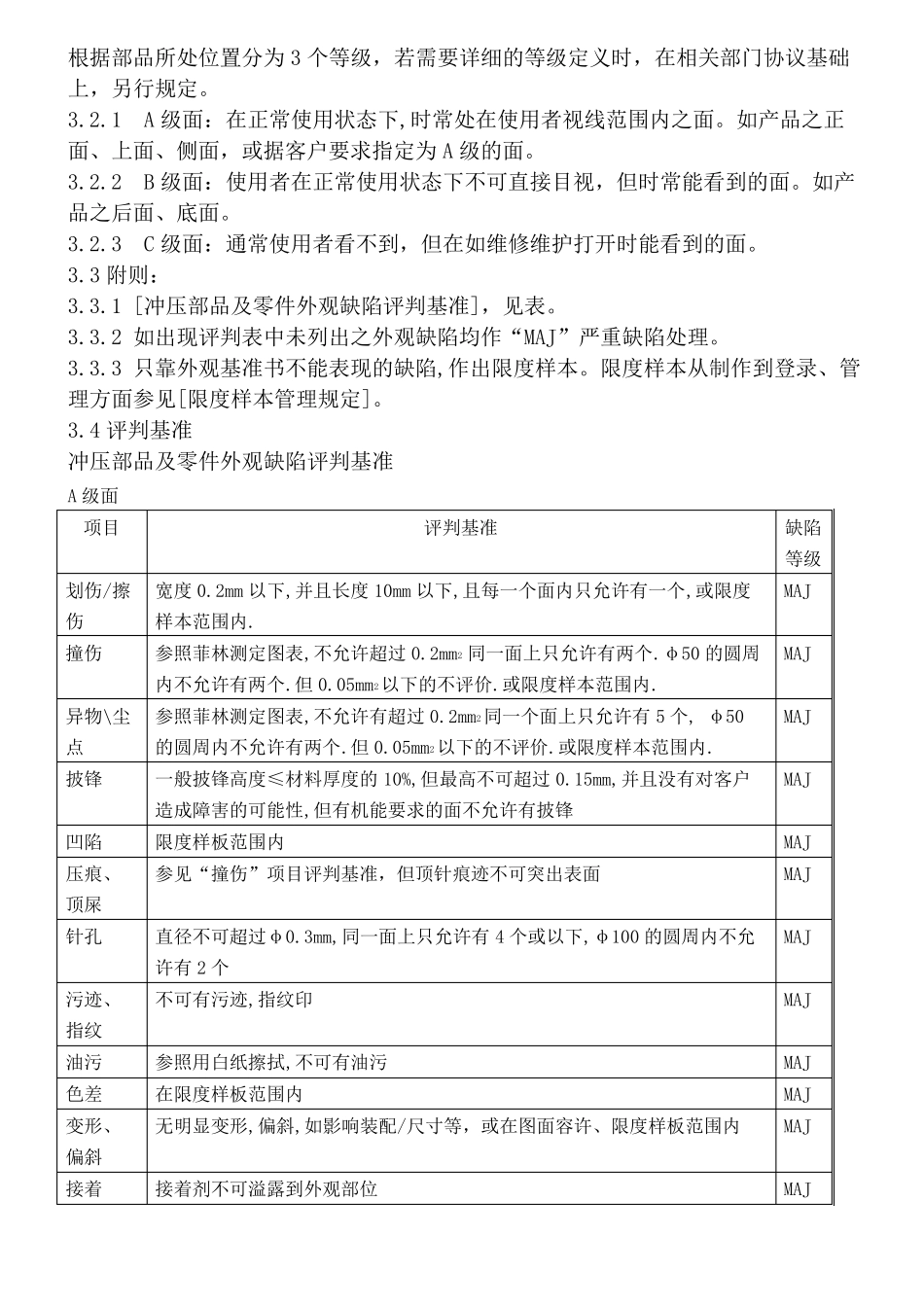
1 A 级 面 : 在 正 常 使 用 状 态 下 ,时 常 处 在 使 用 者 视 线 范 围 内 之 面
如 产 品 之 正面 、 上 面 、 侧 面 , 或 据 客 户 要 求 指 定 为 A 级 的 面
2 B 级 面 : 使 用 者 在 正 常 使 用 状 态 下 不 可 直 接 目 视 , 但 时 常 能 看 到 的 面
如 产品 之 后 面 、 底 面
3 C 级 面 : 通 常 使 用 者 看 不 到 , 但 在 如 维 修 维 护 打 开 时 能 看 到 的 面