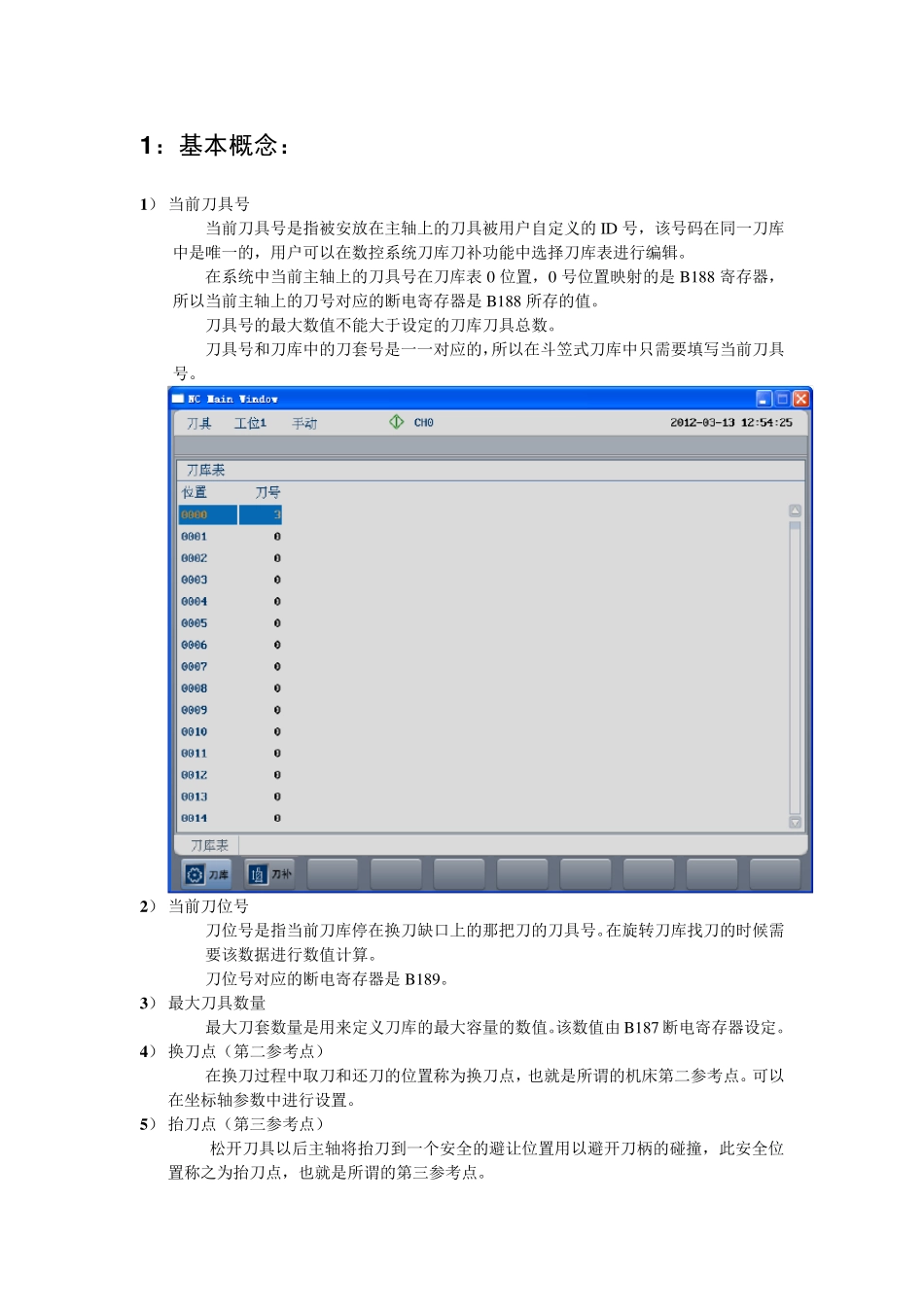
1 :基本概念: 1 ) 当前刀具号 当前刀具号是指被安放在主轴上的刀具被用户自定义的ID 号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑
在系统中当前主轴上的刀具号在刀库表0 位置,0 号位置映射的是B188 寄存器,所以当前主轴上的刀号对应的断电寄存器是B188 所存的值
刀具号的最大数值不能大于设定的刀库刀具总数
刀具号和刀库中的刀套号是一一对应的,所以在斗笠式刀库中只需要填写当前刀具号
2 ) 当前刀位号 刀位号是指当前刀库停在换刀缺口上的那把刀的刀具号
在旋转刀库找刀的时候需要该数据进行数值计算
刀位号对应的断电寄存器是B189
3 ) 最大刀具数量 最大刀套数量是用来定义刀库的最大容量的数值
该数值由 B187 断电寄存器设定
4 ) 换刀点(第二参考点) 在换刀过程中取刀和还刀的位置称为换刀点,也就是所谓的机床第二参考点
可以在坐标轴参数中进行设置
5 ) 抬刀点(第三参考点) 松开刀具以后主轴将抬刀到一个安全的避让位置用以避开刀柄的碰撞,此安全位置称之为抬刀点,也就是所谓的第三参考点
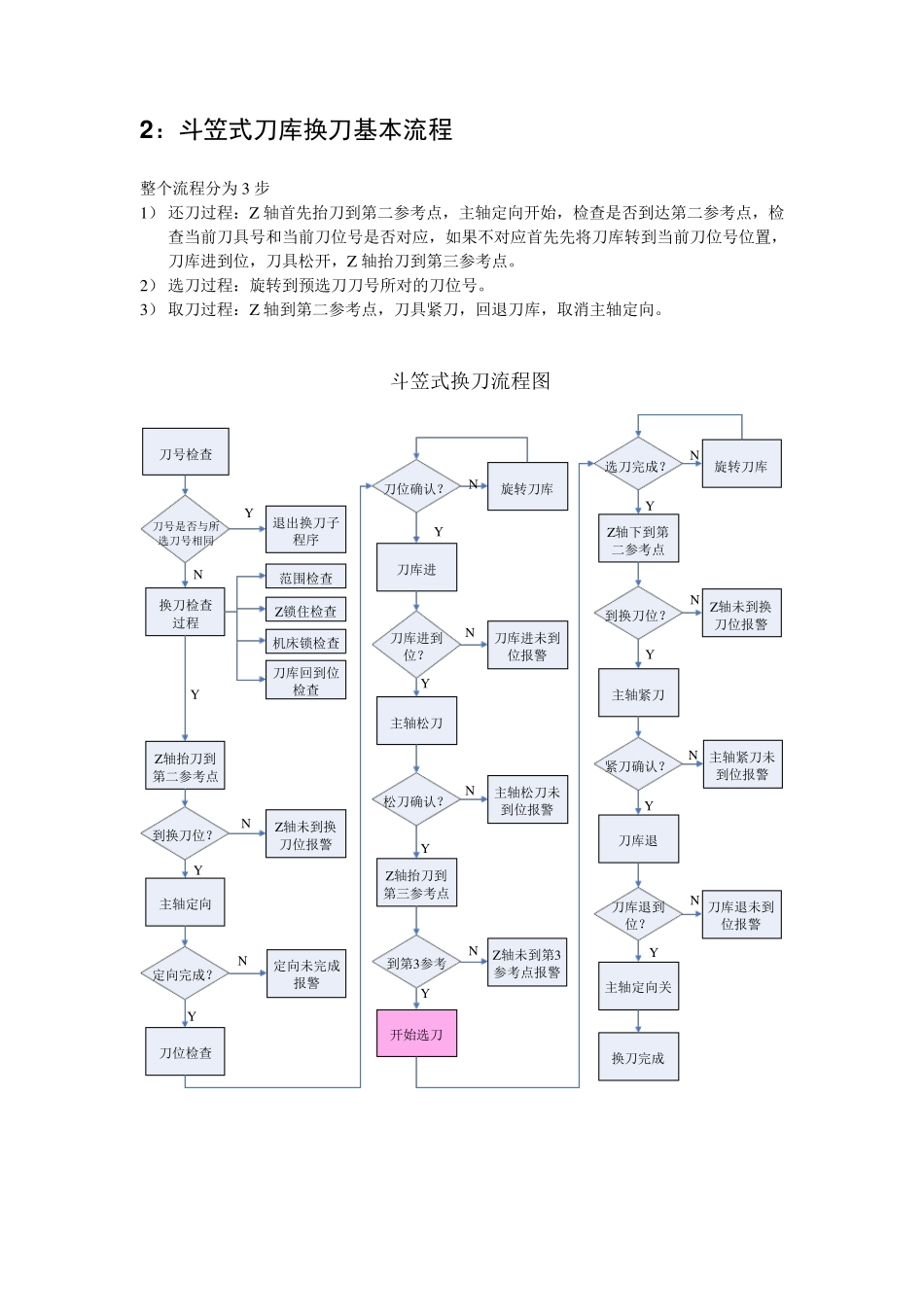
2 :斗笠式刀库换刀基本流程 整个流程分为3 步 1) 还刀过程:Z轴首先抬刀到第二参考点,主轴定向开始,检查是否到达第二参考点,检查当前刀具号和当前刀位号是否对应,如果不对应首先先将刀库转到当前刀位号位置,刀库进到位,刀具松开,Z轴抬刀到第三参考点
2) 选刀过程:旋转到预选刀刀号所对的刀位号
3) 取刀过程:Z轴到第二参考点,刀具紧刀,回退刀库,取消主轴定向
Z轴抬刀到第二参考点主轴定向NY定向完成
YZ轴未到换刀位报警N刀位检查刀位确认
旋转刀库N刀库进刀库进到位
刀库进未到位报警NY主轴松刀主轴松刀未到位报警松刀确认
NZ轴抬刀到第三参考点到第3参考Y开始选刀NY紧刀确认
主轴紧刀未到位报警刀库退YN