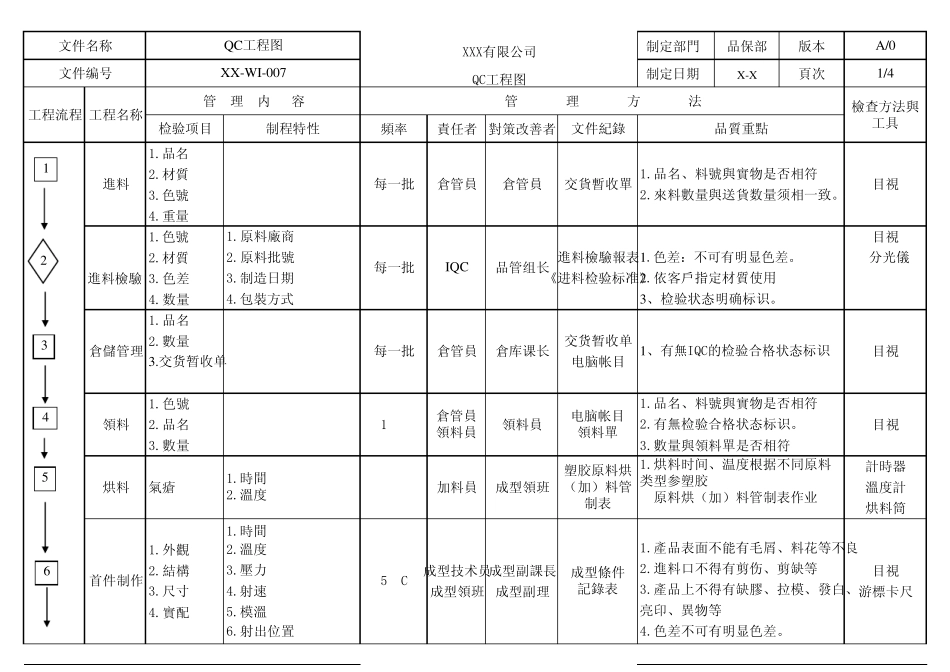
制定部門 品保部版本 A/0制定日期 X-X 頁次 1/4頻率責任者對策改善者1
色號 目視2
色差:不可有明显色差
分光儀進料檢驗3
依客戶指定材質使用4
数量3、检验状态明确标识
交货暂收单1
品名100%領料員目視3
數量與領料單是否相符計時器烘料氣瘡N/A加料員成型領班溫度計烘料筒 1
結構成型技术员成型副課長目視成型領班 成型副理3
產品上不得有缺膠、拉模、發白、游標卡尺4
實配亮印、異物等4
色差不可有明显色差
倉管員制程特性N/A1
原料批號首件制作倉儲管理成型條件記錄表6
射出位置倉管員領料員2
有無检验合格状态标识
進料口不得有剪伤、剪缺等倉管員倉管員交貨暫收單 1
品名、料號與實物是否相符2
來料數量與送貨数量须相一致
品名、料號與實物是否相符1
烘料时间、温度根据不同原料类型参塑 胶 原料烘( 加) 料管制表作业1
產品表面 不能 有毛 屑 、料花 等不良交货暂收单电 脑 帐 目文 件紀 錄進料檢驗報 表塑 胶 原料烘( 加) 料管制表品質重點倉库 课 长品管组 长IQC1、有無IQC的 检验合格状态标识檢查 方 法 與工 具目視管 理 方 法目視進料4
射速5PCS4
包 裝 方 式N/AN/A3
制造 日期3
尺寸管 理 内 容检验项 目2
時間工 程流 程 工 程名称XXX有限 公 司QC工 程图每 一批每 一批《 进 料检验标准 》每 一批电 脑 帐 目領料單文 件名称QC工 程图文 件编 号XX-WI-007123456制定部門 品保部版本 A/0制定日期 X-X 頁次 2/4頻率責任者對策改善者1
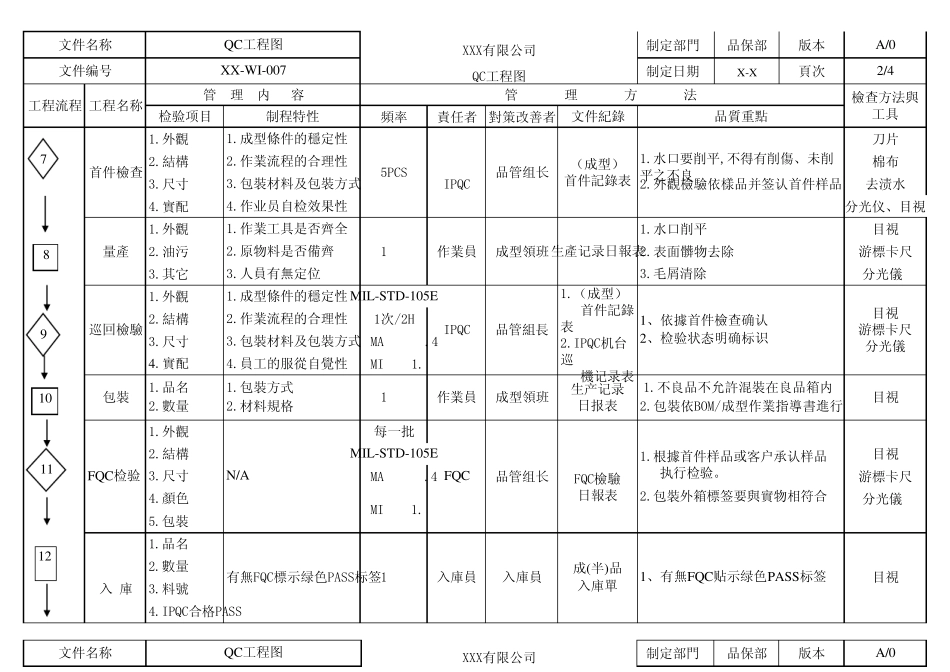
外觀 刀片2
尺寸IPQC2
外觀檢驗依樣品并签认首件样品去渍水4