焊接消耗定额标准焊接材料消耗定额标准 二零一零年八月 使用说明: 1.本标准以焊接1 米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产 时须乘上该产品焊缝的实际长度
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之
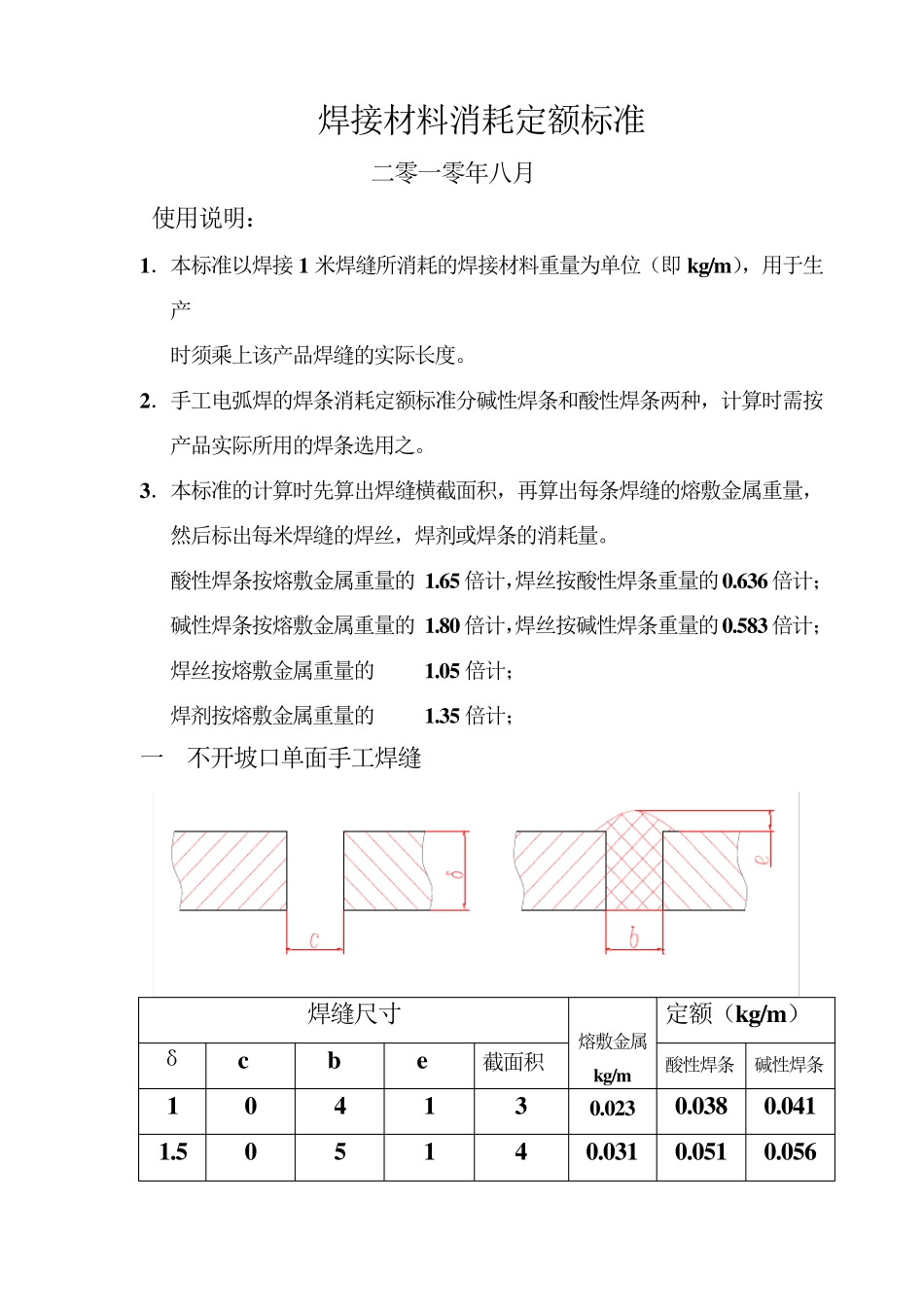
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量
酸性焊条按熔敷金属重量的 1
65 倍计,焊丝按酸性焊条重量的0
636 倍计; 碱性焊条按熔敷金属重量的 1
80 倍计,焊丝按碱性焊条重量的0
583 倍计; 焊丝按熔敷金属重量的 1
05 倍计; 焊剂按熔敷金属重量的 1
35 倍计; 一 不开坡口单面手工焊缝 焊缝尺寸 熔敷金属kg/m 定额(kg/m) δ c b e 截面积 酸性焊条 碱性焊条 1 0 4 1 3 0
5 0 5 1 4 0
056 1 2 1 6 1 6 0
085 3 1 8 1 9 0
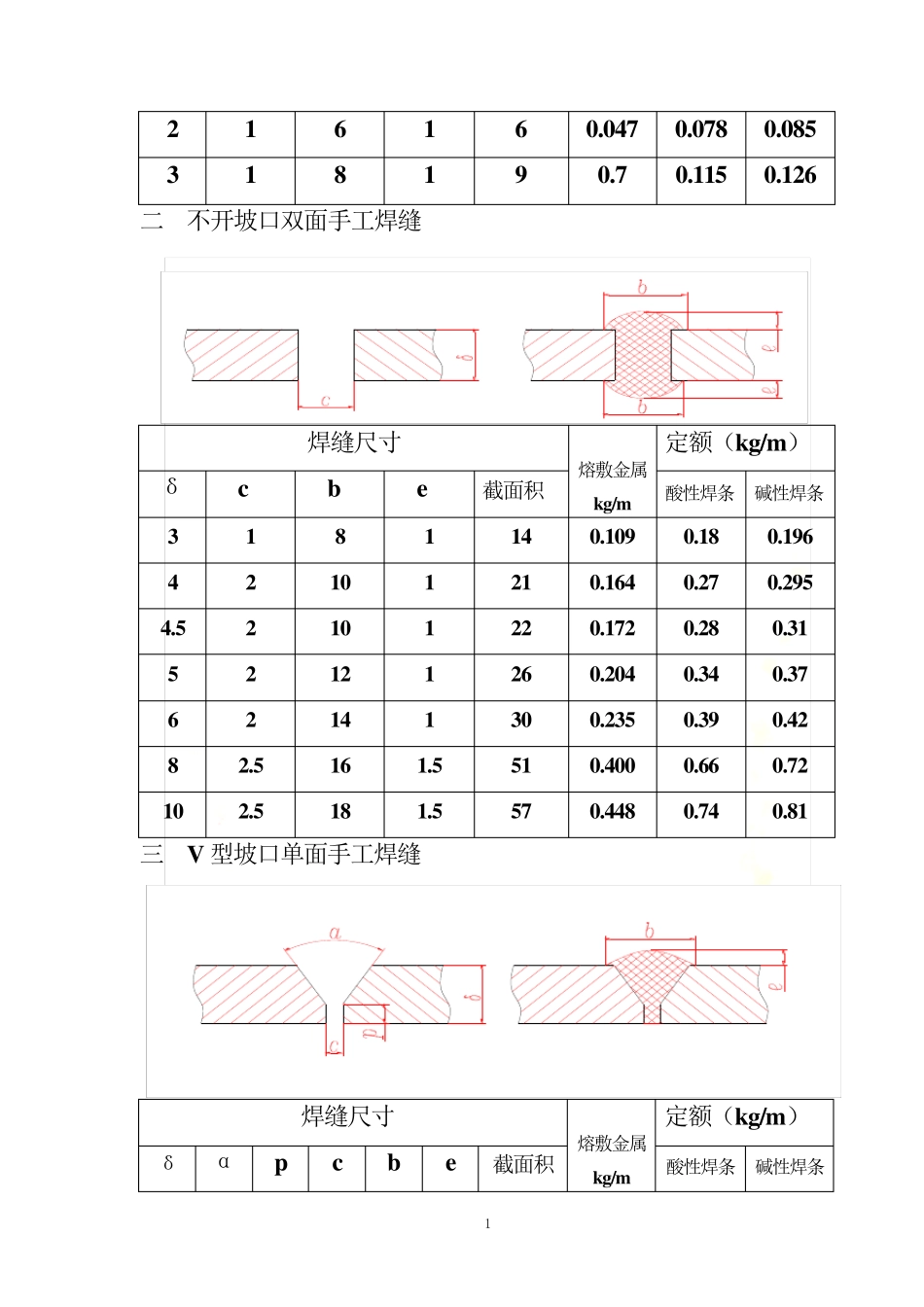
126 二 不开坡口双面手工焊缝 焊缝尺寸 熔敷金属kg/m 定额(kg/m) δ c b e 截面积 酸性焊条 碱性焊条 3 1 8 1 14 0
196 4 2 10 1 21 0
5 2 10 1 22 0
31 5 2 12 1 26 0
37 6 2 14 1 30 0
42 8 2
5 16 1
5 51 0
72 10 2
5 18 1
5 57 0
81 三 V 型坡口单面手工焊缝 焊缝尺寸 熔敷金属kg/m 定额(kg/m) δ α p c b