文件编号TL—2192—05 山 东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 01 页 工序号 工 序 名 称 工 序 内 容 装 配 部 门 设 备 工 艺 装 备 组装零部件明细 名称 编号 名 称 编号 图 号 名 称 数量 1 后桥 吊装 用电动葫芦将后桥吊装到流水线的工位架上, 拖拉机车间 电动葫芦 SF350A-37001 传动箱 总成 1 保证后桥与工位架稳定接触,并且要放正
将联 接套及传动轴装在 I 轴上,再将过桥总成与后桥 SF350A-21001 过桥总成 1 装在一起,要求紧固力矩达到 140-160N
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007
10 杨吉生 2007
10 陈庆文 2007
10 池建美 2007
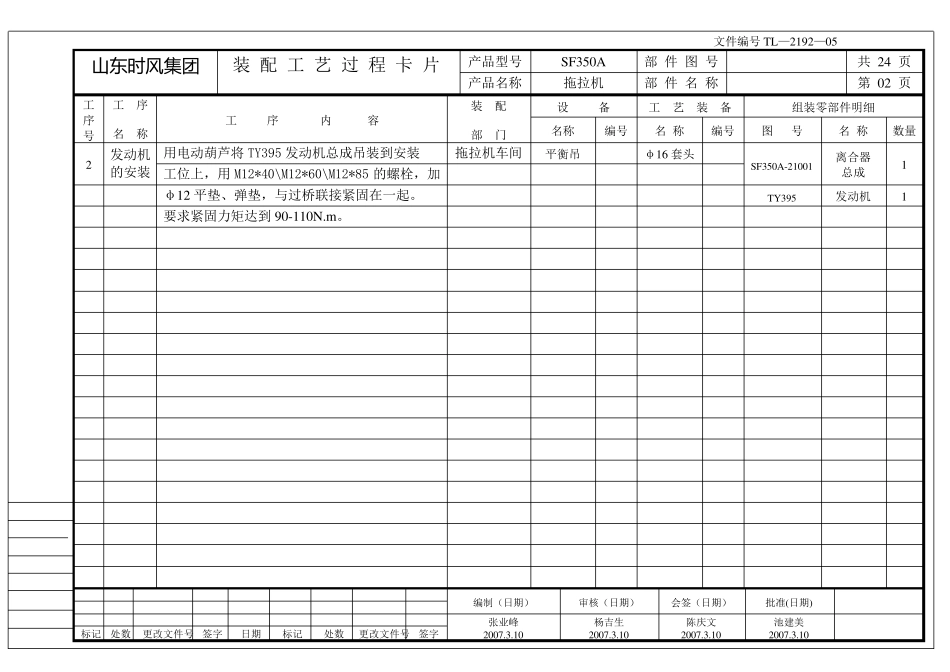
10 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 文件编号TL—2192—05 山 东时风集团 装 配 工 艺 过 程 卡 片 产品型号 SF350A 部 件 图 号 共 24 页 产品名称 拖拉机 部 件 名 称 第 02 页 工序号 工 序 名 称 工 序 内 容 装 配 部 门 设 备 工 艺 装 备 组装零部件明细 名称 编号 名 称 编号 图 号 名 称 数量 2 发动机的安装 用电动葫芦将TY395 发动机总成吊装到安装 拖拉机车间 平衡吊 φ16 套头 SF350A-21001 离合器 总成 1 工位上,用M12*40\M12*60\M12*85 的螺栓,加 φ12 平垫、弹垫,与过桥联接紧固在一起
TY395 发动机 1 要求紧固力矩达到90-110N
编制(日期) 审核(日期) 会签(日期) 批准(日期) 张业峰 2007
10 杨吉生 20