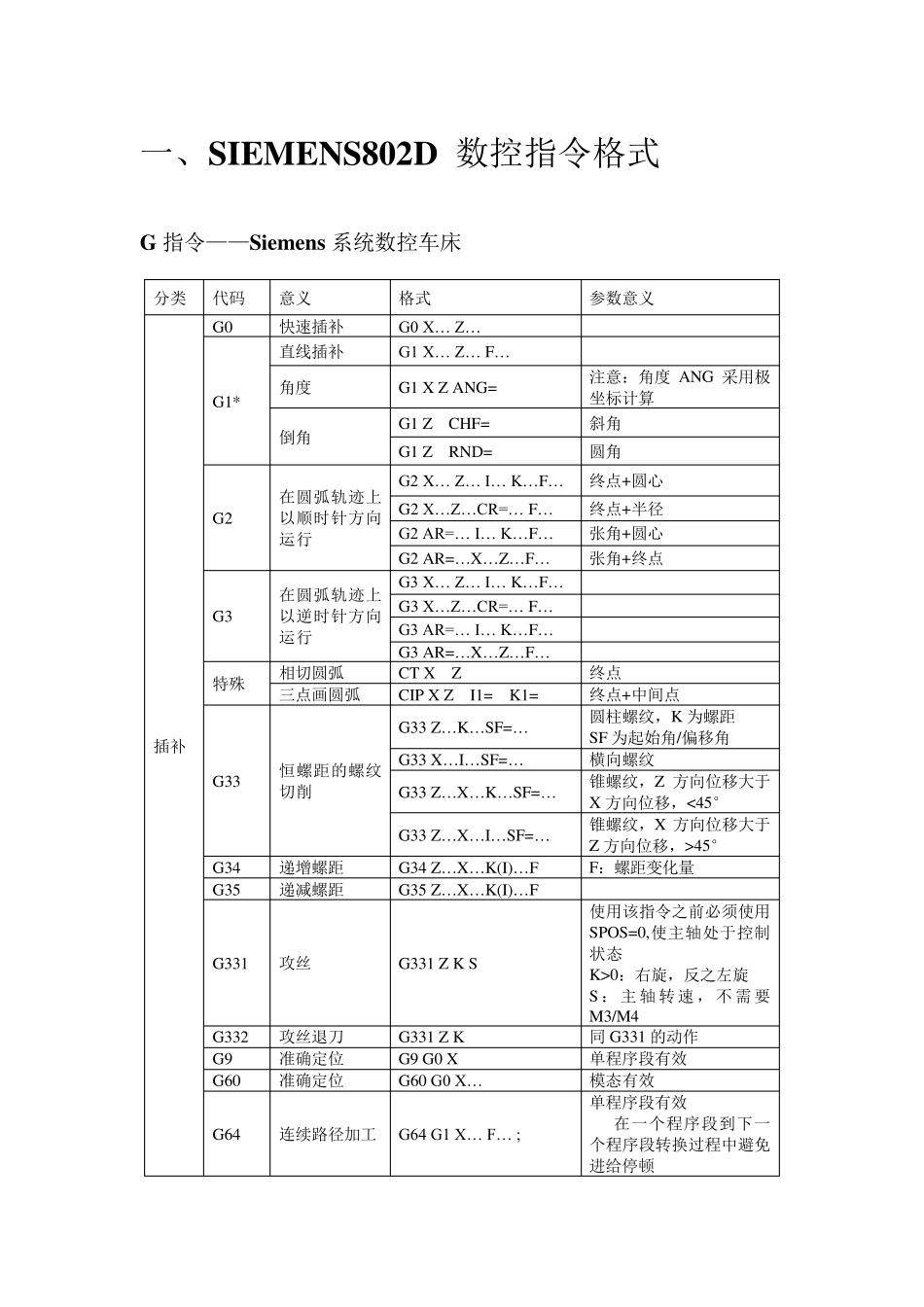
一、SIEMENS802D 数控指令格式 G 指令——Siemens系统数控车床 分类 代码 意义 格式 参数意义 插补 G0 快速插补 G0 X… Z… G1* 直线插补 G1 X… Z… F… 角度 G1 X Z ANG= 注意:角度ANG 采用极坐标计算 倒角 G1 Z CHF= 斜角 G1 Z RND= 圆角 G2 在圆弧轨迹上以顺时针方向运行 G2 X… Z… I… K… F… 终点+圆心 G2 X… Z… CR=… F… 终点+半径 G2 AR=… I… K… F… 张角+圆心 G2 AR=… X… Z… F… 张角+终点 G3 在圆弧轨迹上以逆时针方向运行 G3 X… Z… I… K… F… G3 X… Z… CR=… F… G3 AR=… I… K… F… G3 AR=… X… Z… F… 特殊 相切圆弧 CT X Z 终点 三点画圆弧 CIP X Z I1= K1= 终点+中间点 G33 恒螺距的螺纹切削 G33 Z… K… SF=… 圆柱螺纹,K 为螺距 SF 为起始角/偏移角 G33 X… I… SF=… 横向螺纹 G33 Z… X… K… SF=… 锥螺纹,Z 方向位移大于X 方向位移,45° G34 递增螺距 G34 Z… X… K(I)… F F:螺距变化量 G35 递减螺距 G35 Z… X… K(I)… F G331 攻丝 G331 Z K S 使用该指令之前必须使用SPOS=0,使主轴处于控制状态 K>0:右旋,反之左旋 S :主 轴 转 速,不 需 要M3/M4 G332 攻丝退刀 G331 Z K 同 G331 的动作 G9 准确定位 G9 G0 X 单程序段有效 G60 准确定位 G60 G0 X… 模态有效 G64 连续路径加工 G64 G1 X… F… ; 单程序段有效 在一个程序段到下一个程序段转换过程中避免进给停顿 增量设置