1000m3 氧气球罐施工技术方案 编 制: 审 核:安 全: 批 准:目录1、工程概况2、编制依据3、组装工艺流程4、施工前准备5、球罐组装6、球罐焊接7、无损检测8、球罐整体热处理9、水压试验10、气密性试验11、罐体防腐12、安全技术措施13、劳动组织及主要形象进度14、交工验收资料附一、施工机具一览表 1、工程概况 1 台 1000m3 氧气球形储罐、1 台 1000m3 氮气球形储罐,球壳结构为混合式, 工程质量目标(1)球罐壳体对接焊缝焊接一次合格率 95%以上
(2)单位工程一次合格率 100%
(3)球罐投产一次成功
(4)开展针对性的统计技术应用活动,运用排列图、因果图及对策表,有效实施全过程质量控制
球罐主要技术参数如下:项 目 参 数 项 目 参 数 几何尺寸 φ12300×45材质 Q370R 设计压力2
7MPa 工作压力2
5MPa 设计温度-10-50℃ 充装系数 1
0 焊缝系数1
0 腐蚀裕量1
0mm 下载后可任意编辑容器类别Ⅲ 类 容器容积 1000m3设备总重 kg 水压试验总重 kg 物料 氧气/氮气水压试验压力 3
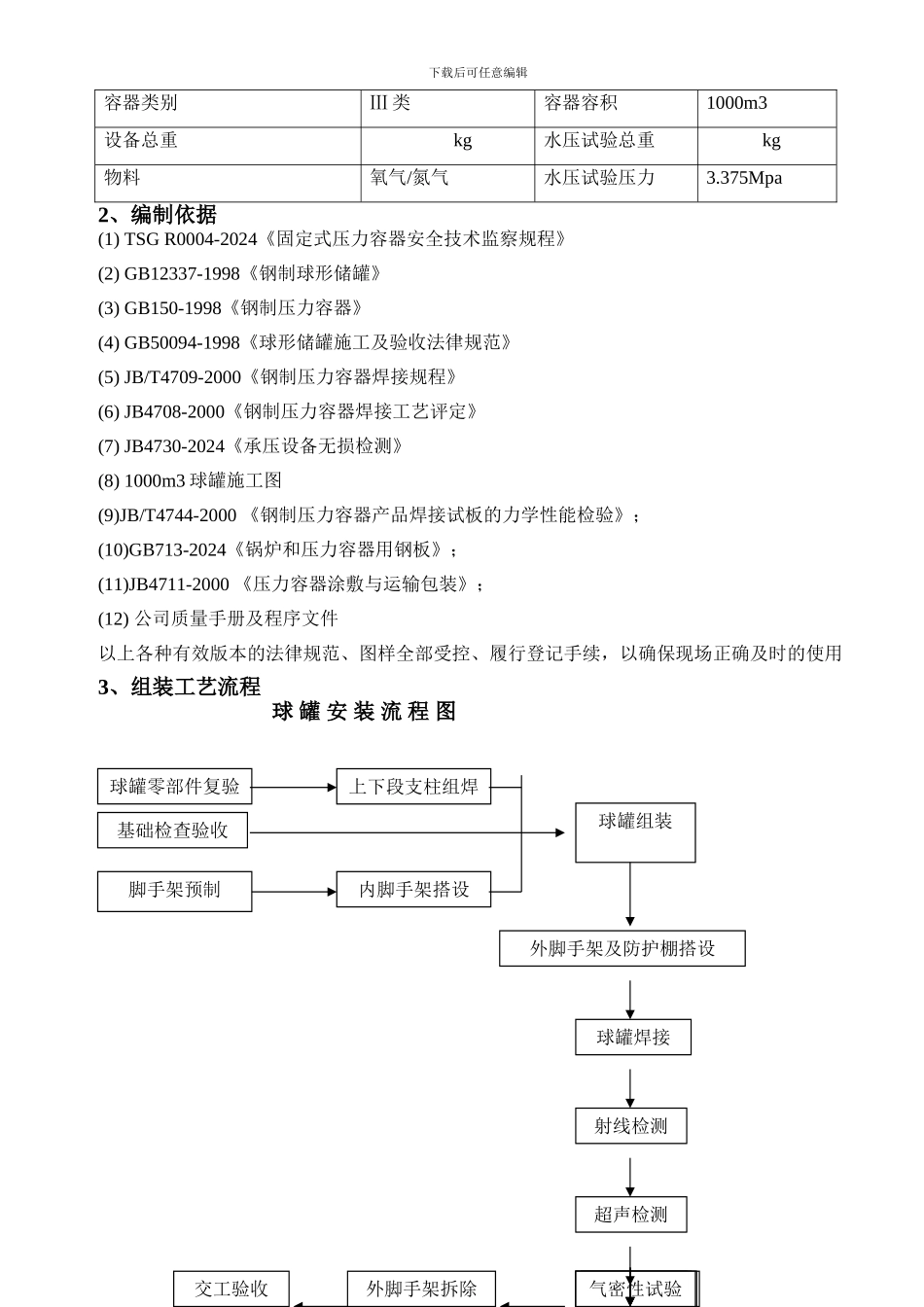
375Mpa 2、编制依据 (1) TSG R0004-2024《固定式压力容器安全技术监察规程》 (2) GB12337-1998《钢制球形储罐》(3) GB150-1998《钢制压力容器》(4) GB50094-1998《球形储罐施工及验收法律规范》(5) JB/T4709-2000《钢制压力容器焊接规程》(6) JB4708-2000《钢制压力容器焊接工艺评定》(7) JB4730-2024《承压设备无损检测》(8) 1000m3 球罐施工图(9)JB/T4744-2000 《钢制压力容器产品焊接试板的力学性能检验》;(10)GB713-2024《锅炉和压力容器用钢板》;(11)JB4711-2000 《压力容器