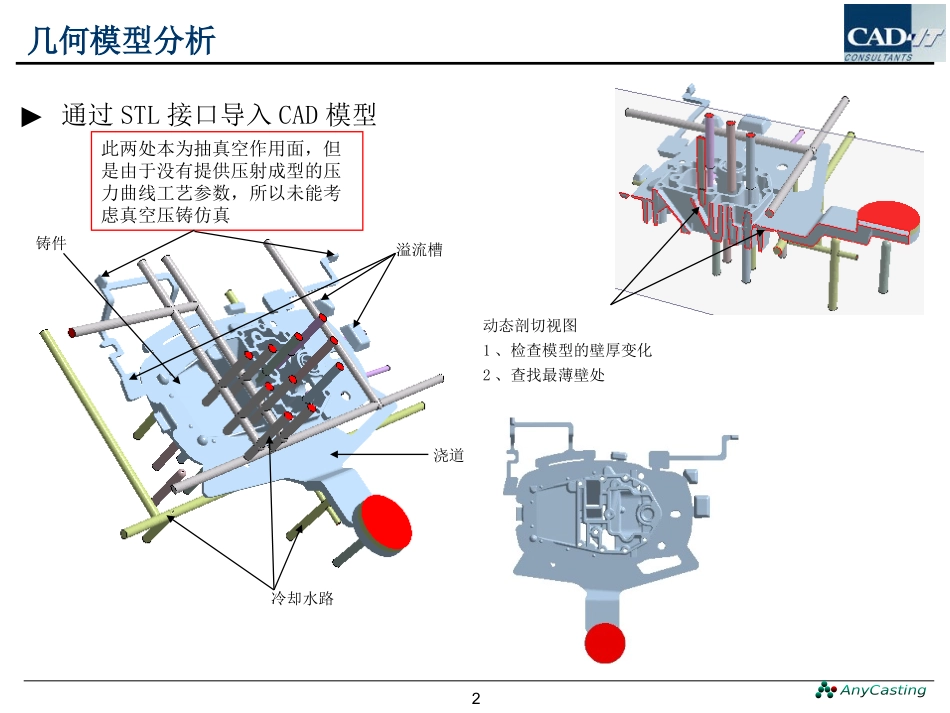
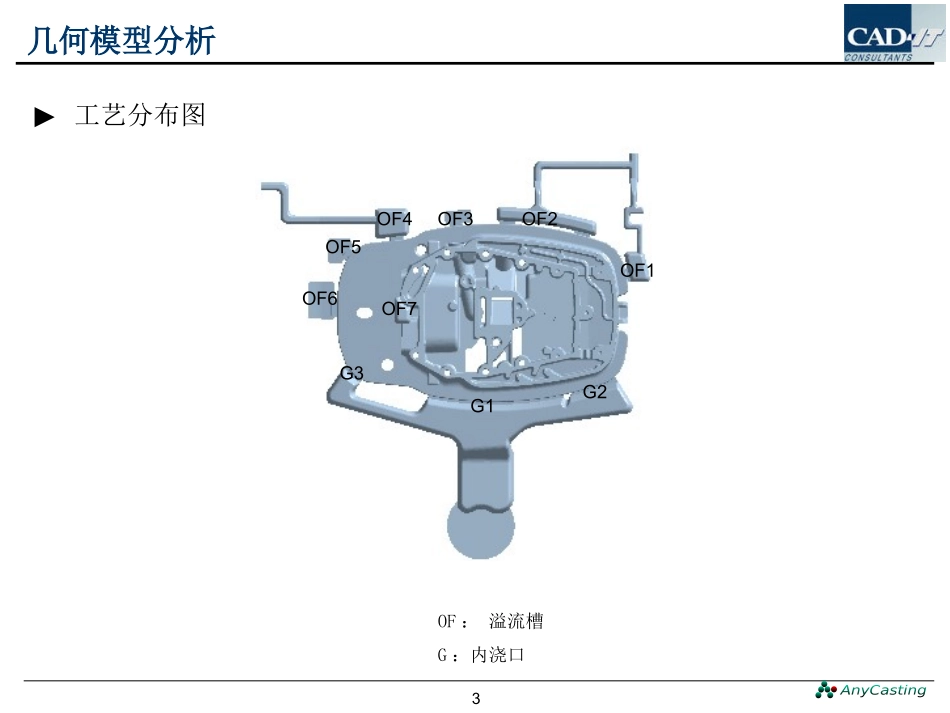
1共立精机压铸仿真分析报告工艺高压铸造产品连接盘(AA380)AnyCastingTM2▶通过STL接口导入CAD模型动态剖切视图1、检查模型的壁厚变化2、查找最薄壁处浇道铸件溢流槽冷却水路几何模型分析此两处本为抽真空作用面,但是由于没有提供压射成型的压力曲线工艺参数,所以未能考虑真空压铸仿真3▶工艺分布图几何模型分析OF:溢流槽G:内浇口G1G2G3OF1OF2OF3OF4OF5OF6OF74模拟条件▶初始条件(由贵公司提供)材料参数铸造用合金材料成分(牌号:美国牌号380)压室或熔炉内金属液温度620℃一次压射重量6
5kg铸件重量4
3kg铸造用模具材料(牌号:SKD61)模具预热温度180℃稳态模温(工作温度)280℃模次(达到稳态模温)5次模具预热、冷却介质编号介质流量时间温度开关入口出口油100ml/s连续120℃160℃压室工艺参数卧式冷室压铸机压室参数金属液控制参数低速压射高速压射压室长度(LS)20金属液总量(Wcast)6
5kg工作行程(LL)580工作行程1(LH)120压室直径(DS)100压室充满度(fs)42%速度(VL)0
2m/s速度(VH)3m/s压室截面积料柄厚度(LB)15工作行程2(LP)5mm5▶输入模拟条件铸件材料AA380浇注温度620℃模具材料SKD61预热温度180℃工作温度280℃活塞使用直径100mm低速/高速0
2/3m/sec冷却水路编号冷却介质控制时间控制温度流量进口出口线冷油常开120℃160℃100ml/s点冷模拟条件铸件(1
56874e+006mm3)浇道(546021mm3)溢流槽(175878mm3)6▶分析过程▶第一步充型过程分析1、整体充型模式2、局部充型模式3、氧化夹渣分布▶第二步传热/凝固过程分析1、整体凝固过程2、冷却水路效应3、凝固收缩缺陷预测分析策略冷却油路设置线冷油路流量:100ml/