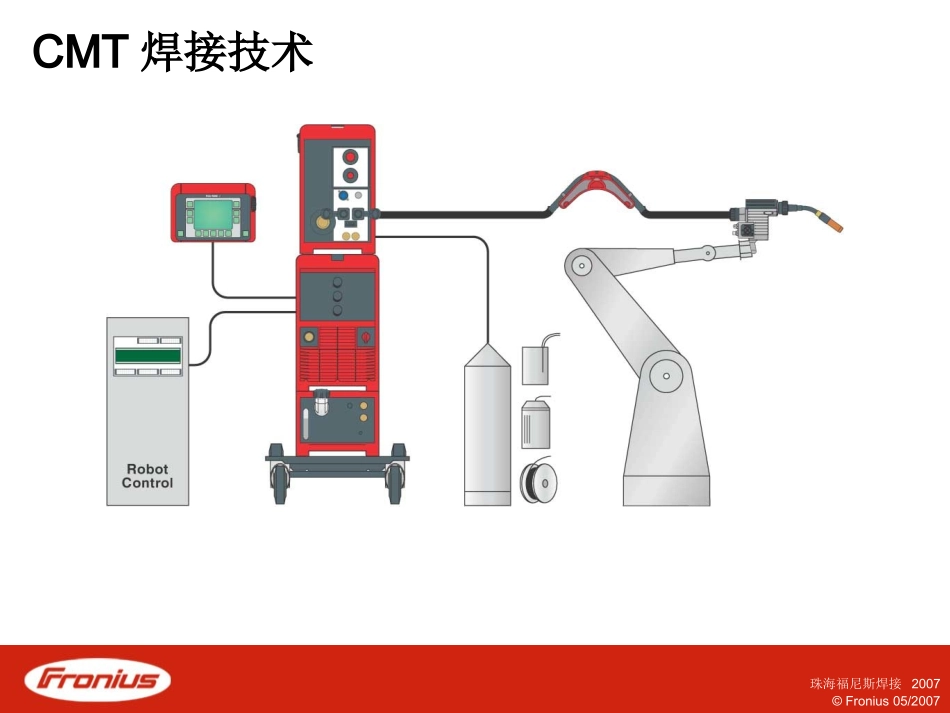
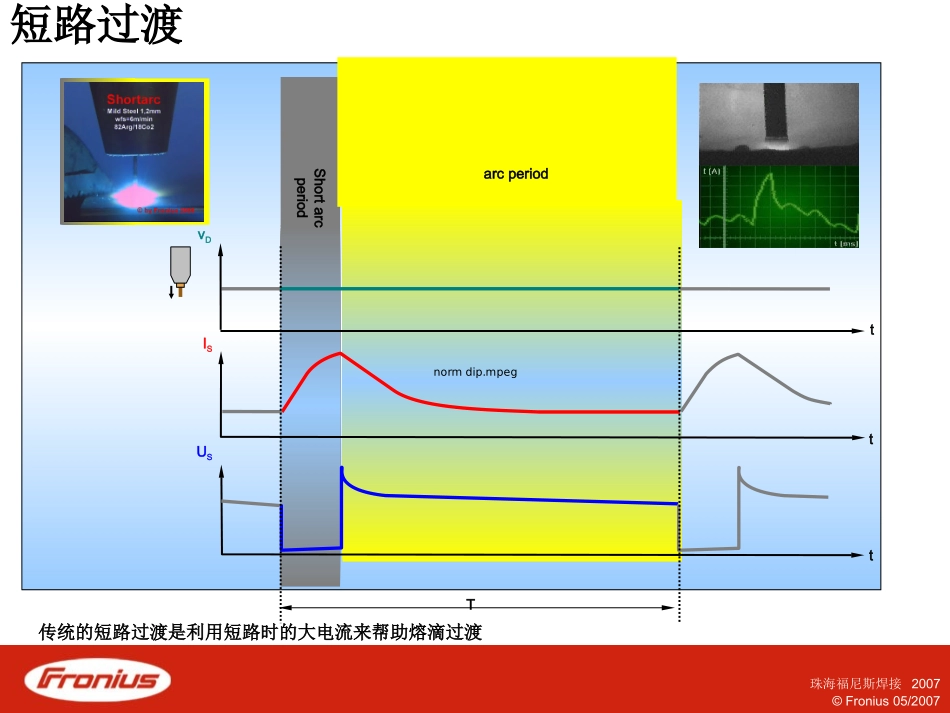
©Fronius05/2007珠海福尼斯焊接2007CMT焊接技术©Fronius05/2007珠海福尼斯焊接2007CMTCMT是ColdMeatalTransfer的缩写(冷金属过渡)CMT冷金属过渡技术是在短路过渡基础上开发的同传统的气体保焊MIG/MAG相比金属溶滴过渡热输入量更小©Fronius05/2007珠海福尼斯焊接2007短路过渡tttUSISvDTShortarcperiodarcperiod传统的短路过渡是利用短路时的大电流来帮助熔滴过渡normdip
mpeg©Fronius05/2007通过焊丝回抽来帮助熔滴过渡熔滴过渡时电流几乎为零CMT过渡tttUSISvDTShortarcburningperiodBoostperiodPlasmaperiod©Fronius05/2007珠海福尼斯焊接2007CMT和脉冲组合过渡技术CMT技术提供了一个最低能量的平台,Fronius公司在此基础上,将CMT过渡和脉冲过渡进行结合,实现了CMT过渡和脉冲过渡交替混合过渡的焊接模式
即几个CMT熔滴过渡后,过渡方式转为一个或几个脉冲过渡
©Fronius05/2007珠海福尼斯焊接2007CMT过渡和脉冲过渡结合技术焊缝的正面焊缝的背面焊缝的截面0Pulse1Pulse3Pulses5Pulses7PulsesAdvantagesoftheCMTProcess–Arc-Mode-CombinationsCMT优点—CMT和脉冲混合过渡的优势UwwfstttIwPlasmaphaseCMT-CyclePuls-CycleShortcircuitphase1ArcphaseBoostphaseShortcircuitphase2调整热输入量和焊缝的几何形状改善搭桥能力、提高焊接速度CMT焊较普通MIG/MAG焊的优势引弧可靠快捷CMT焊弧长控制更精