点焊的定义 焊件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属,使焊接的板材金属形成熔核电阻焊(resistance welding)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法
点焊的特点 1
焊件之间依靠尺寸不大的熔核进行连接,熔核应均匀、对称的分布在两焊件的贴合面上
点焊具有大电流、短时间、压力状态变化 进行焊接的工艺特点
点焊是热---机械(力)联合作用的焊接过程
点焊的形成过程 点焊过程可分为彼此相联的三个阶段:预加压力、通电加热和锻压
预加压力 预加电极压力是为了使焊件在焊接处紧密接触
若压力不足,则接触电阻过大,导致焊件烧穿或将电极工作面烧损
因此,通电前电极力应达到预定值,以保证电极与焊件、焊件与焊件之间的接触电阻保持稳定
(机器人点焊工作站,机器人控制)2
通电加热通电加热是为了供焊件之间形成所需的熔化核心
在预加电极压力下通电则在两电极接触表面之间的金属圆柱体内有最大的电流密度,靠焊件之间的接触电阻和焊件自身的电阻,产生相当大的热量,温 度也 很 高尤 其是在焊件之间的接触面处,首 先 熔化,形成熔化核心
电极与焊件之间的接触电阻也 产生热量,但 大部 分被水 冷 的铜 合金电极带 走 ,于是电极与焊件之间接触处的温 度远 比 焊件之间接触处为低
正 常 情 况 下是达不到熔化温 度
在圆柱体周 围 的金属因电流密度小 ,温 度不高 ,其中 靠近熔化核心的金属温 度较 高达到塑性状态,在压力作用下发 生焊接,形成一个塑性金属环 ,紧密地 包 围 着熔化核心,不使熔化金属向 外 溢 出
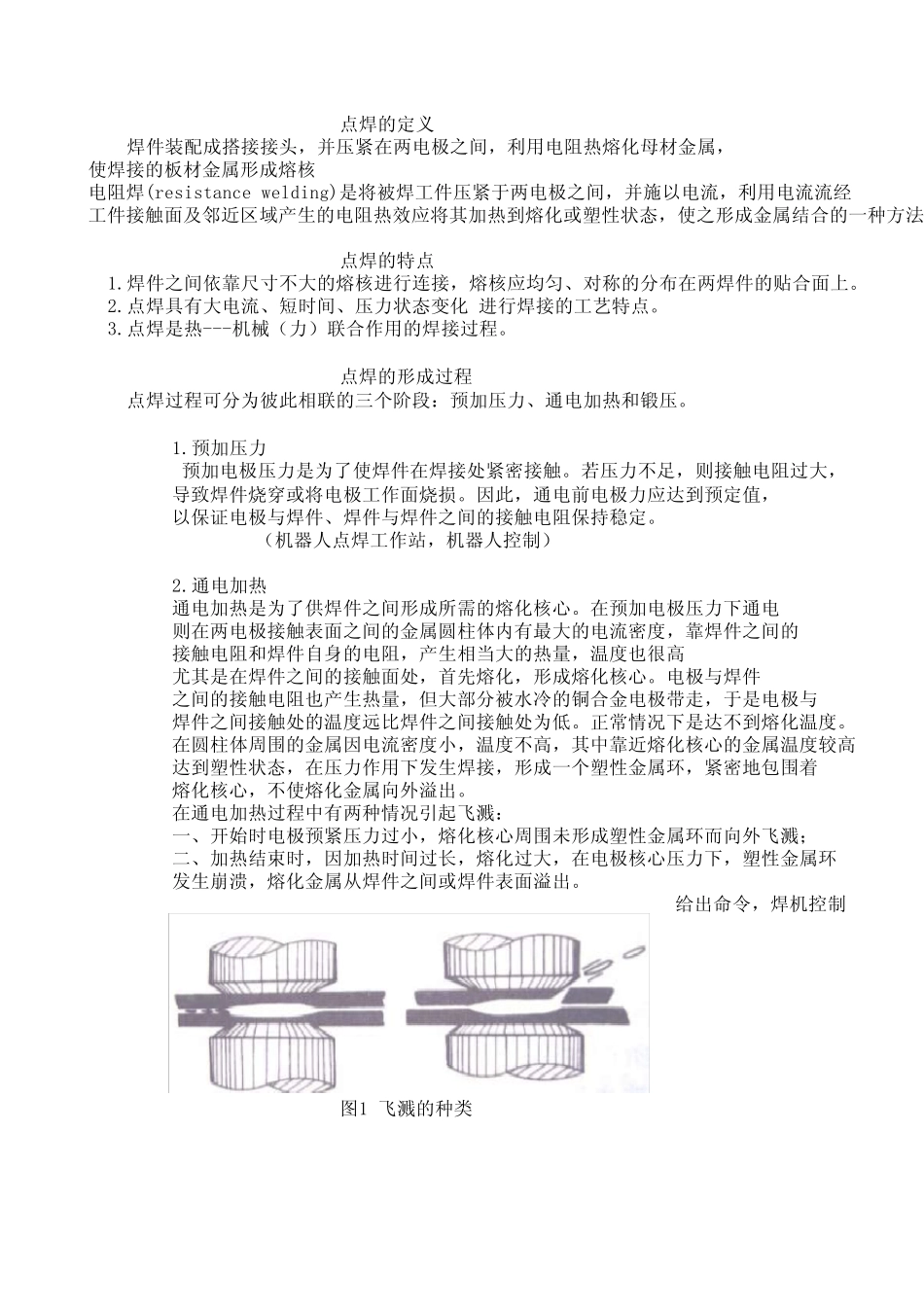
在通电加热过程中 有两种情 况 引 起 飞 溅 :一、开 始 时电极预紧压力过小 ,熔化核心周 围 未 形成塑性金属环 而 向 外 飞 溅 ;二