模具设计指南04/30/20 page1of12 第十三章无流道凝料模具无流道凝料模具是针对热塑性胶料,利用加热或隔热的方法使流道内的胶料始终保持熔融状态,从而达到无流道凝料或少流道凝料目的的注射模具
无流道凝料模具的优点很多,其主要表现有:1
无流道凝料或少流道凝料,胶料的有效利用率高,并可充分发挥注射机的塑化能力
熔融胶料在流道里的压力损耗小,易于充满型腔及补缩,可避免产生胶件凹陷、缩孔和变形
缩短了成形周期,提高了生产效率
浇口可自动切断,提高了自动化程度
能降低注射压力,可减小锁模吨位
无流道凝料模具也有其相应的缺点,其主要表现有:1
装有热流道板的模具其闭合高度加大,有可能需要选用较大的注射机
热唧咀、热流道板中的热量经热辐射和热传导影响前模温度,模具设计时应尽量减少热传递,加强前模冷却
模具成本较高
1 无流道凝料模具的基本形式无流道凝料模具经过多年的发展,现基本采用以下两种主要结构形式:1
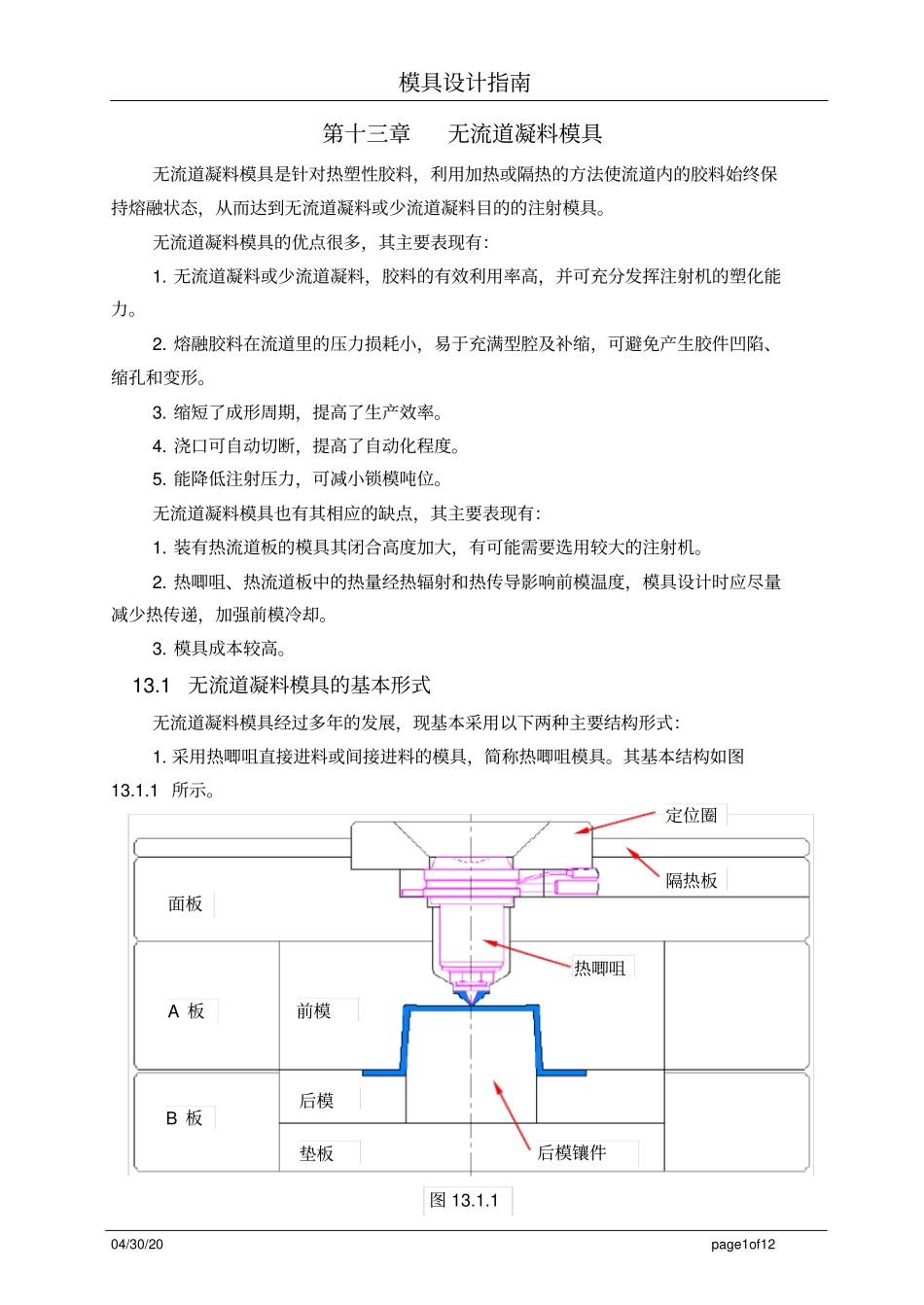
采用热唧咀直接进料或间接进料的模具,简称热唧咀模具
其基本结构如图13
1 定位圈后模后模镶件隔热板面板热唧咀前模A 板B 板垫板模具设计指南04/30/20 page2of12 图13
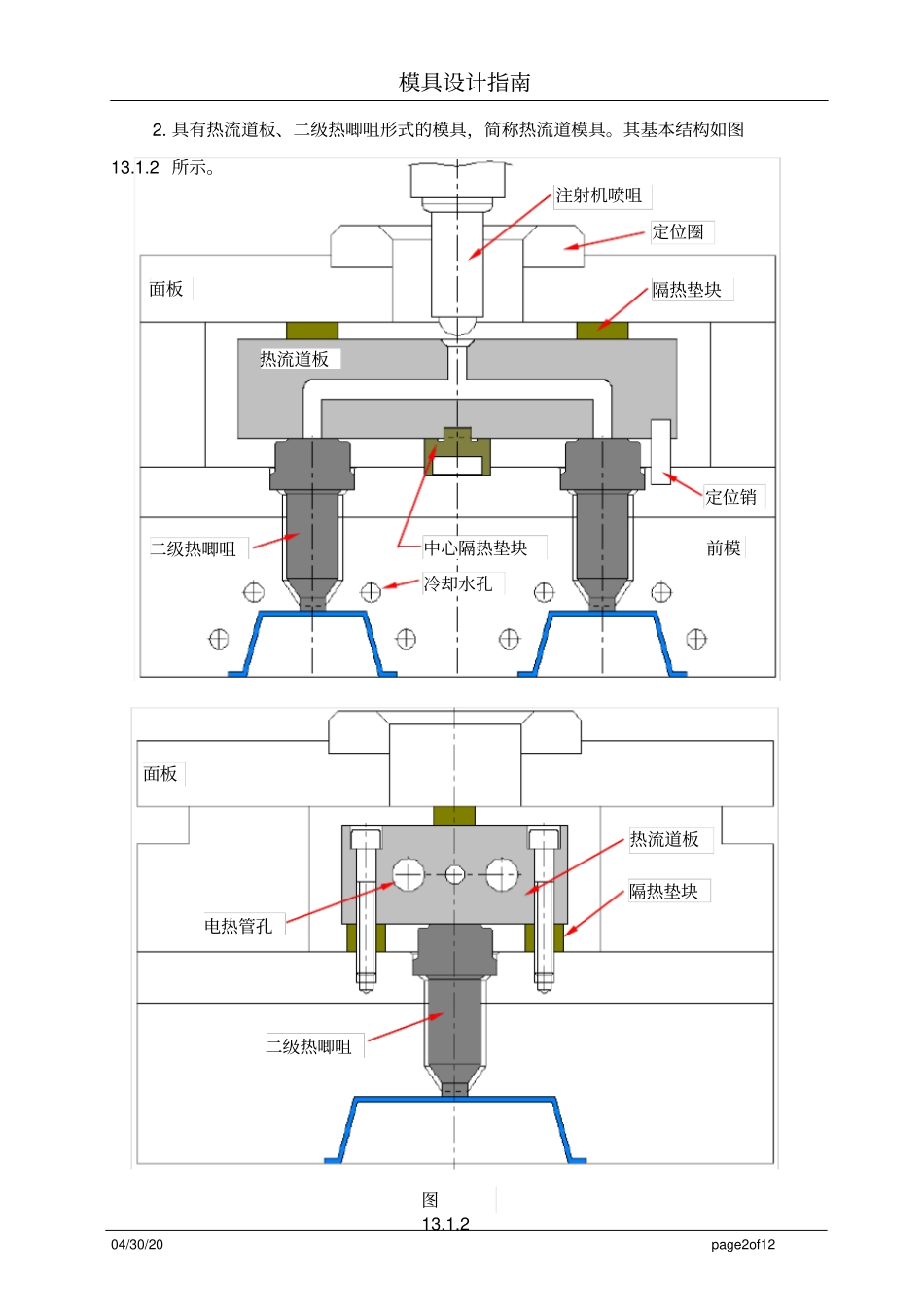
2 注射机喷咀定位圈隔热垫块冷却水孔面板隔热垫块二级热唧咀电热管孔前模热流道板中心隔热垫块定位销面板二级热唧咀热流道板2
具有热流道板、二级热唧咀形式的模具,简称热流道模具
其基本结构如图13
模具设计指南04/30/20 page3of12 13
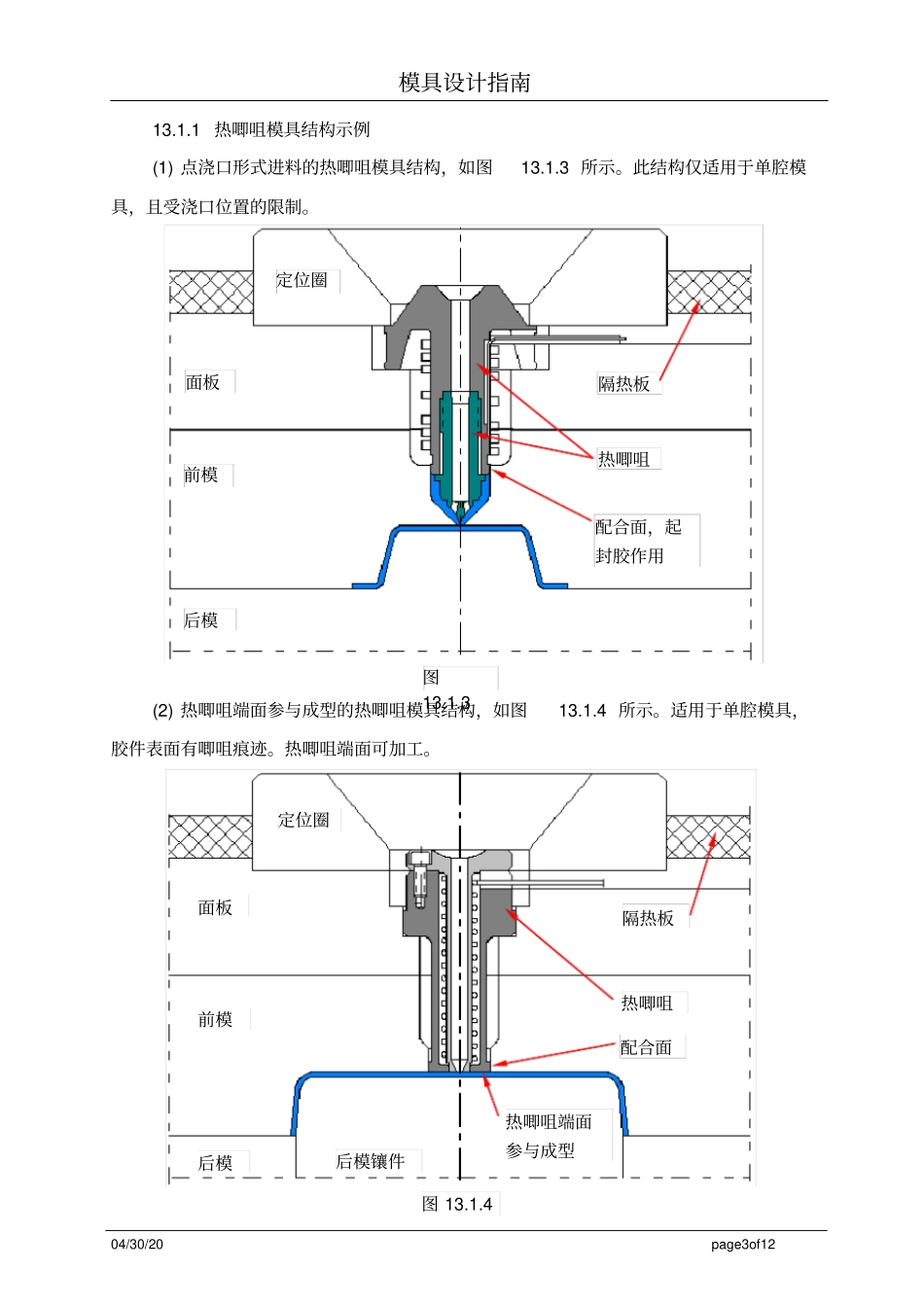
1 热唧咀模具结构示例(1) 点浇口形式进料的热唧咀模具结构,如图13
此结构仅适用于单腔模具,且受浇口位置的限制
(2) 热唧咀端面参与成型的热唧咀模具结构,如图13
适用于单腔模具,胶件表面有唧咀痕迹
热唧咀端面可