大连捷瑞流体传动控制有限公司 Dalian J&R Fluid Pow er Control co
,Ltd 页 码 第1 页 共 9 页实施日期 2010 年3 月1 日WALFORMplus 钢管成型制作,安装 及布管规则指导书 编制部门 海洋工程事业部批 准: 审 核: 编 制: 一,Walform 制作过程 1、制作前准备 制作前选择标准钢管,准备好工具
包括钢管、WALFORM 成型机及相应胎具、刮刀、接头、密封圈、钢卷尺、卡尺、直角尺、塑料管堵、干净抹布、伊顿ABF 润滑脂等
2、钢管 应使用适合冷弯和扩口的管子等级
建议使用无缝精密钢管,碳钢材质St37
4/ St52
4,符合DIN1630(1984-10),NBK-3
不锈钢材质1
4571,冷拉无缝,无氧化热处理,“m”型,符合DIN 17458
管子外径和内径公差必须符合DIN2391-1-C(1994-09)
计算压力符合DIN2413(1993-10)
注意:成型钢管必须保存在干燥室,防止雨淋或 潮湿,俩端用塑料管堵封堵
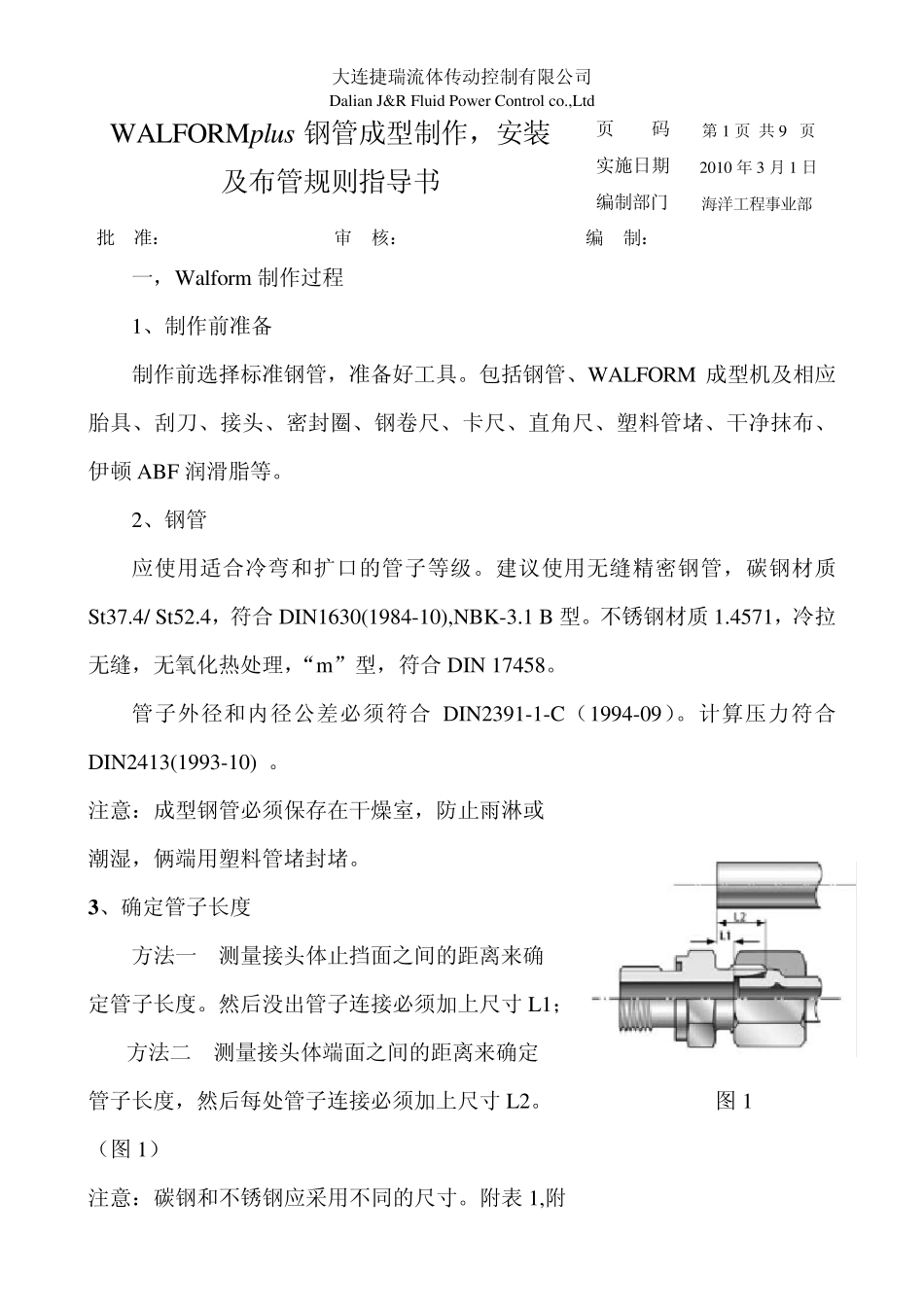
3 、确定管子长度 方法一 测量接头体止挡面之间的距离来确 定管子长度
然后没出管子连接必须加上尺寸 L1; 方法二 测量接头体端面之间的距离来确定 管子长度,然后每处管子连接必须加上尺寸 L2
图 1 (图 1) 注意:碳钢和不锈钢应采用不同的尺寸
附表 1,附 大连捷瑞流体传动控制有限公司 Dalian J&R Fluid Pow er Control co
,Ltd 页 码 第2 页 共 9 页实施日期 2010 年3 月1 日WALFORMplus 钢管成型制作,安装 及布管规则指导书 编制部门 海洋工程事业部表2 中规定了尺寸L1 和L2、最小直管长度和管子 弯曲出直管端的最小长度
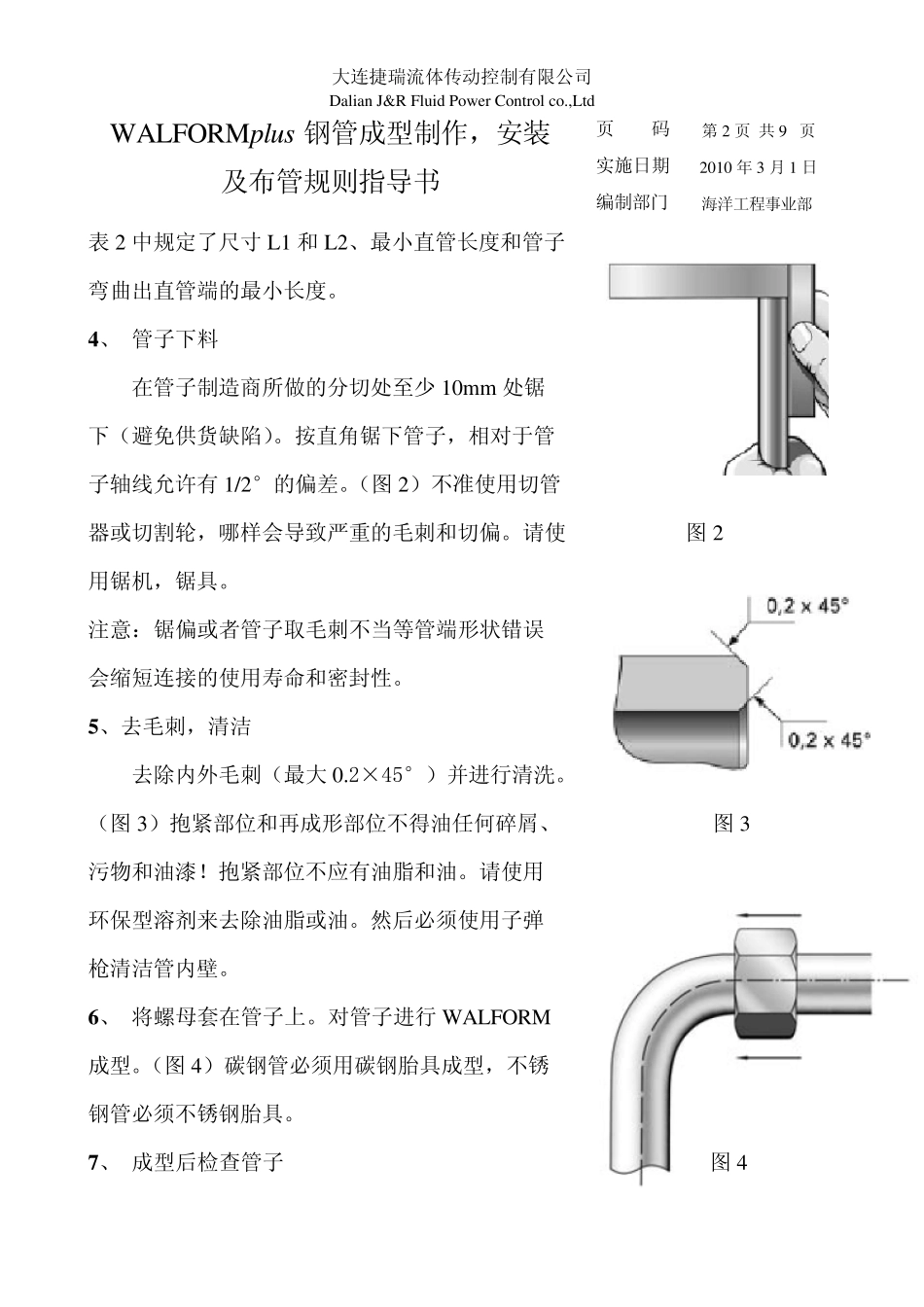
4 、 管子下料 在管子制造商所做的分切处至少10mm 处锯