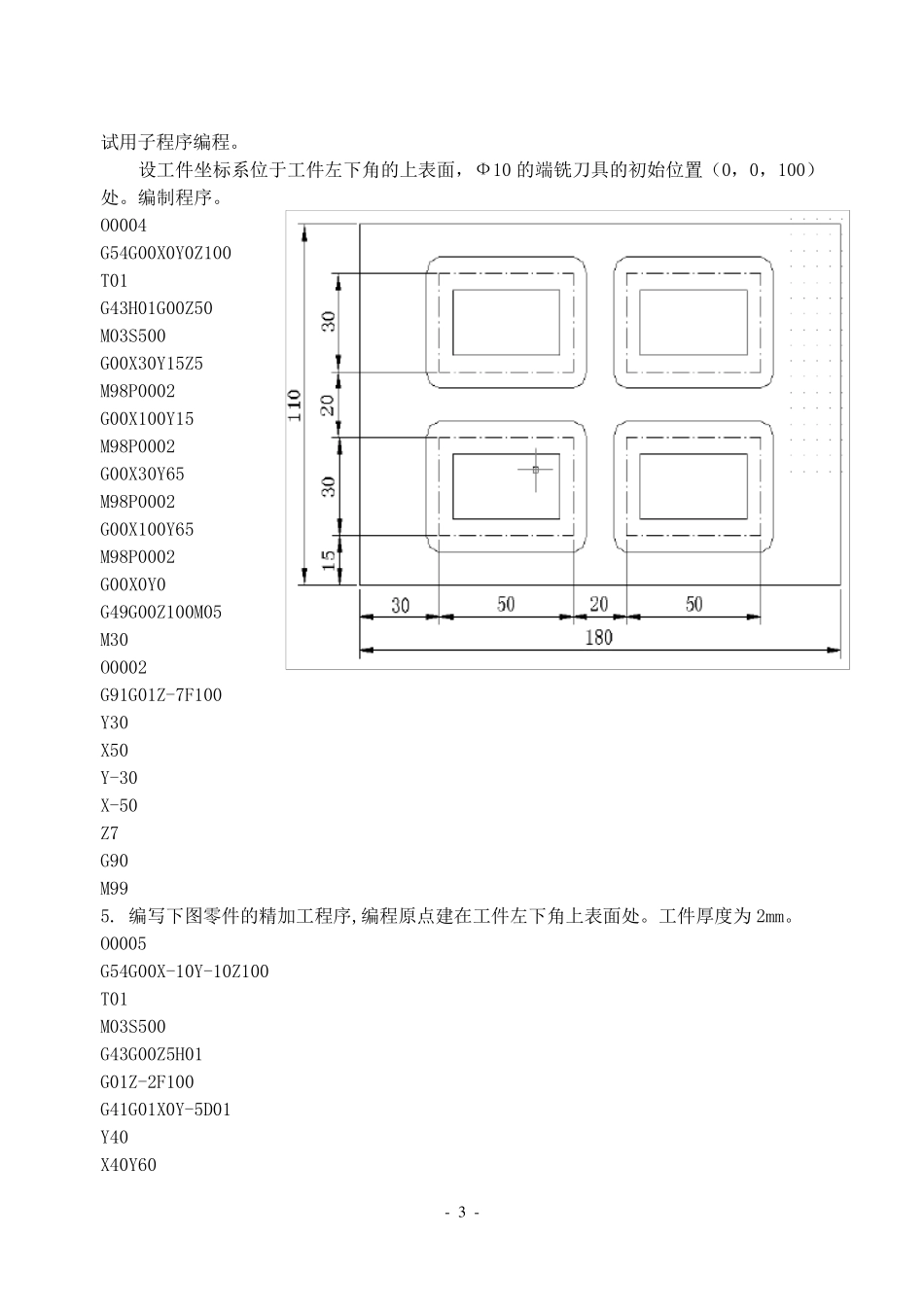
- 1 - 五、编程(40 分) 1
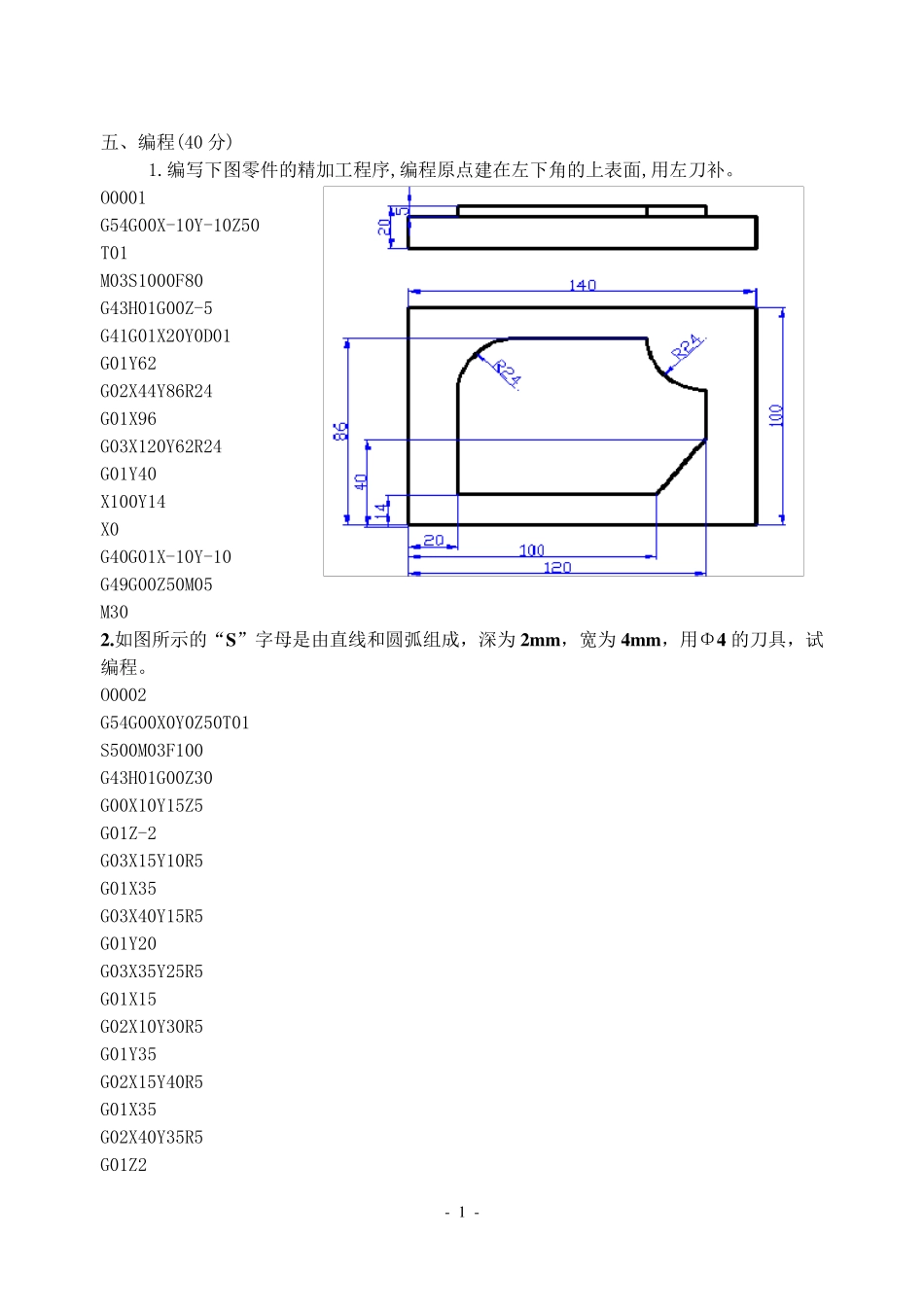
编写下图零件的精加工程序,编程原点建在左下角的上表面,用左刀补
O0001 G54G00X-10Y-10Z50 T01 M03S1000F80 G43H01G00Z-5 G41G01X20Y0D01 G01Y62 G02X44Y86R24 G01X96 G03X120Y62R24 G01Y40 X100Y14 X0 G40G01X-10Y-10 G49G00Z50M05 M30 2
如图所示的“S”字母是由直线和圆弧组成,深为2m m ,宽为4m m ,用Φ4 的刀具,试编程
O0002 G54G00X0Y0Z50T01 S500M03F100 G43H01G00Z30 G00X10Y15Z5 G01Z-2 G03X15Y10R5 G01X35 G03X40Y15R5 G01Y20 G03X35Y25R5 G01X15 G02X10Y30R5 G01Y35 G02X15Y40R5 G01X35 G02X40Y35R5 G01Z2 - 2 - G00G49Z50 G00X0Y0M05
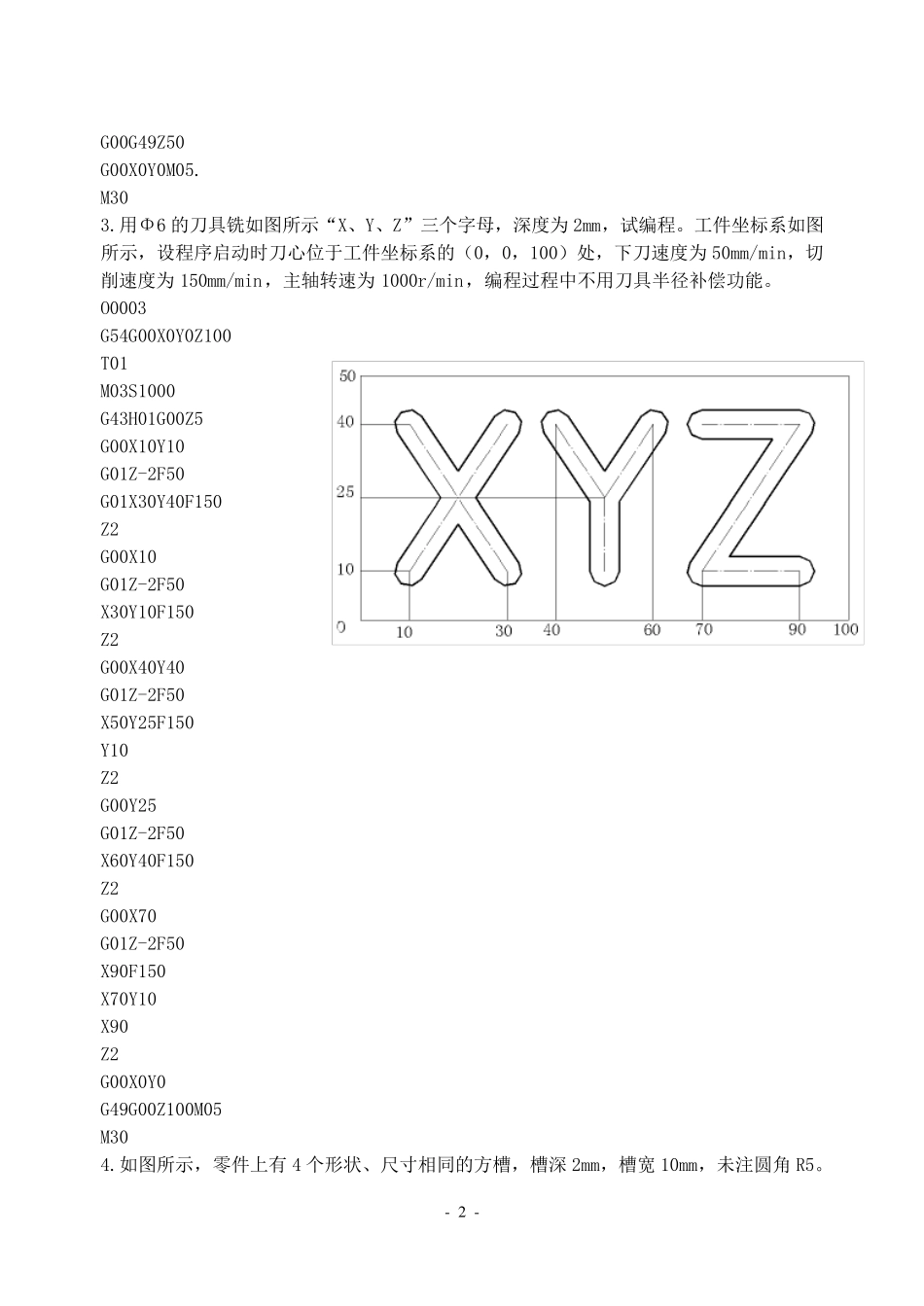
用Φ6 的刀具铣如图所示“X、Y、Z”三个字母,深度为 2mm,试编程
工件坐标系如图所示,设程序启动时刀心位于工件坐标系的(0,0,100)处,下刀速度为 50mm/min,切削速度为 150mm/min,主轴转速为 1000r/min,编程过程中不用刀具半径补偿功能
O0003 G54G00X0Y0Z100 T01 M03S1000 G43H01G00Z5 G00X10Y10 G01Z-2F50 G01X30Y40F150 Z2 G00X10 G01Z-2F50 X30Y10F150 Z2 G00X40Y40 G01Z-2F50 X50Y25F150 Y10 Z2 G00Y25 G01Z-2F50 X60Y40F150 Z2 G00X