精冲零件的工艺性精冲零件的工艺性,主要指保证零件的技术和使用要求,并在一定的批生产条件下,在制造上应最简单、最经济
而影响它的主要因素有:(1) 零件结构的工艺性;(2) 零件尺寸公差和形位公差;(3) 材料性能和厚度;(4) 冲裁面质量;(5) 模具设计、制造质量及寿命;(6) 精冲机的选择等
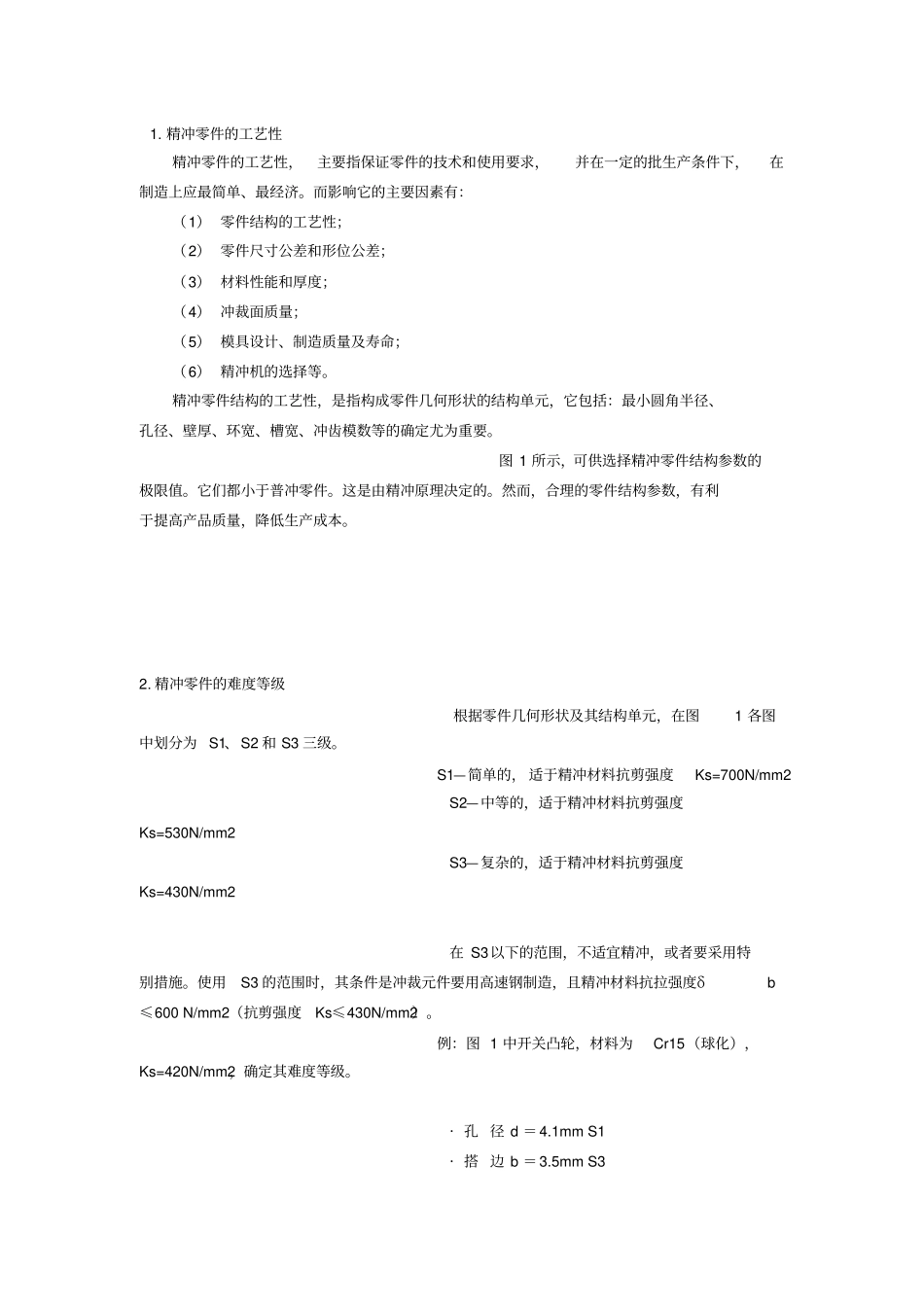
精冲零件结构的工艺性,是指构成零件几何形状的结构单元,它包括:最小圆角半径、孔径、壁厚、环宽、槽宽、冲齿模数等的确定尤为重要
图 1 所示,可供选择精冲零件结构参数的极限值
它们都小于普冲零件
这是由精冲原理决定的
然而,合理的零件结构参数,有利于提高产品质量,降低生产成本
精冲零件的难度等级根据零件几何形状及其结构单元,在图1 各图中划分为 S1、S2 和 S3 三级
S1—简单的, 适于精冲材料抗剪强度Ks=700N/mm2 S2—中等的,适于精冲材料抗剪强度Ks=530N/mm2 S3—复杂的,适于精冲材料抗剪强度Ks=430N/mm2 在 S3以下的范围,不适宜精冲,或者要采用特别措施
使用S3 的范围时,其条件是冲裁元件要用高速钢制造,且精冲材料抗拉强度δb≤600 N/mm2(抗剪强度Ks≤430N/mm2)
例:图 1 中开关凸轮,材料为Cr15(球化),Ks=420N/mm2,确定其难度等级
· 孔 径 d =4
1mm S1 · 搭 边 b =3
5mm S3 · 齿模数 m=2
25mm S2 · 圆角半径 Ra=0
75mm S1/S2 此零件最大难度是搭边b,故总难度为S3,可以精冲
精冲零件的技术要求3
1 尺寸公差精冲零件的尺寸公差,取决于:零件形状、模具制造质量、材料厚度及性能、润滑剂和压力机调整等因素
可由表1 中选取
2 平面度公差精冲零件的平面度是指零件平面的挠度(见图2),其值为: f =h-s 由于精冲材料是在压紧状态下