百度文库- 让每个人平等地提升自我0 铜公拆分要点和经验总结火花机就是电火花加工机床,又称EDM ,铜公又称为电极,主要是加工其他机床难以加工的部位, 如一些窄槽、 加强肋或一些倾角之类的模具结构,加工原理就是利用铜公和工件之间产生电火花腐蚀来达到加工效果
在加工中铜公和工件是不直接接触,主要是通过它们之间的放电间隙,放电间隙要通过电流控制,电流的大小直接决定加工面的粗糙度和精度
铜公拆分注意事项拆铜公应考虑加工可行性、实用性、不变形、加工方便、铜公成本和外形美观等,拆的铜公越少越好
1.整体铜公能够拆分整体铜公的,尽量拆分, 但需要考虑加工的可行性,尽量一道工序加工完成,无法一道工序加工完成的,拆分多个铜公
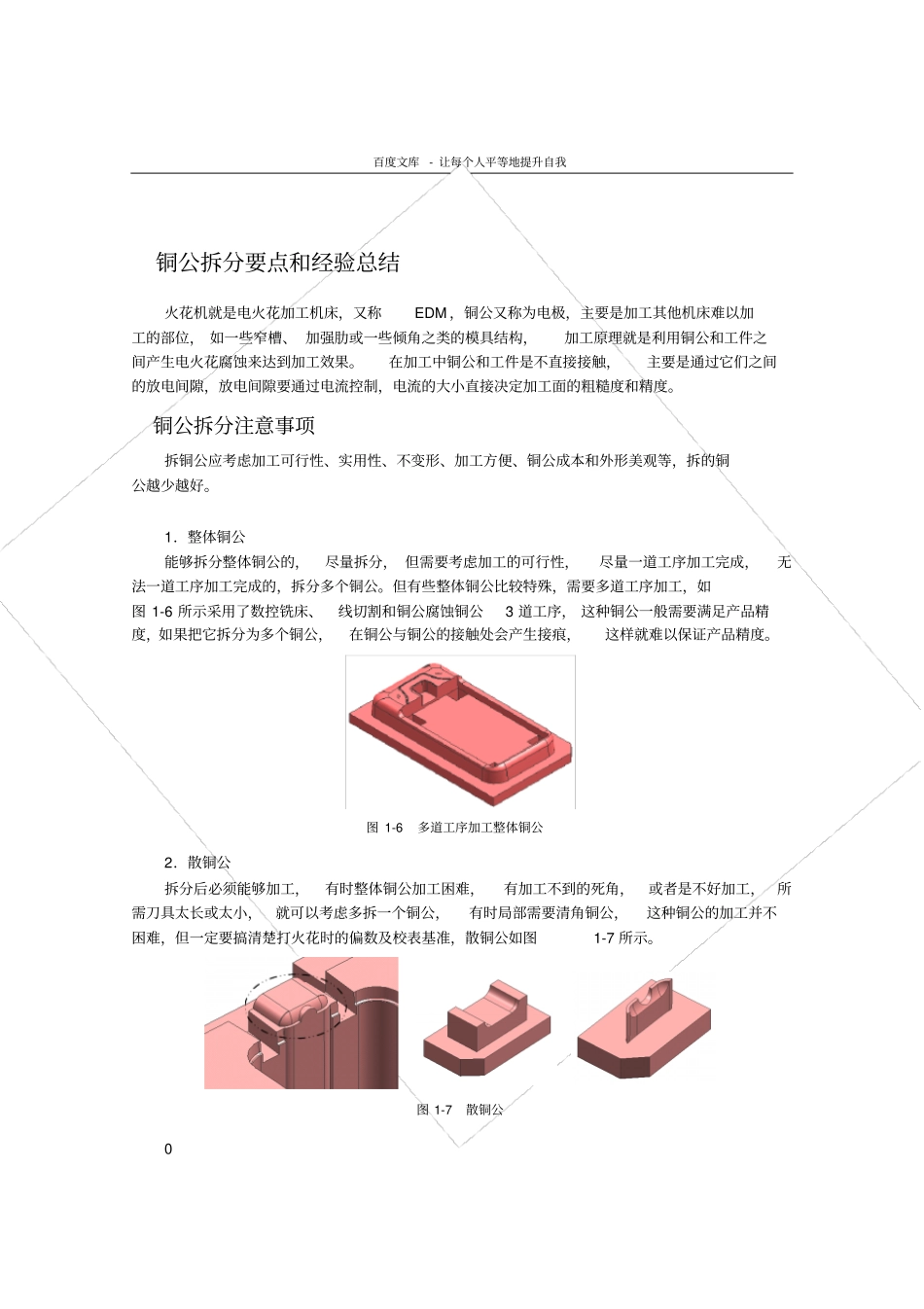
但有些整体铜公比较特殊,需要多道工序加工,如图 1-6 所示采用了数控铣床、线切割和铜公腐蚀铜公3 道工序, 这种铜公一般需要满足产品精度,如果把它拆分为多个铜公,在铜公与铜公的接触处会产生接痕,这样就难以保证产品精度
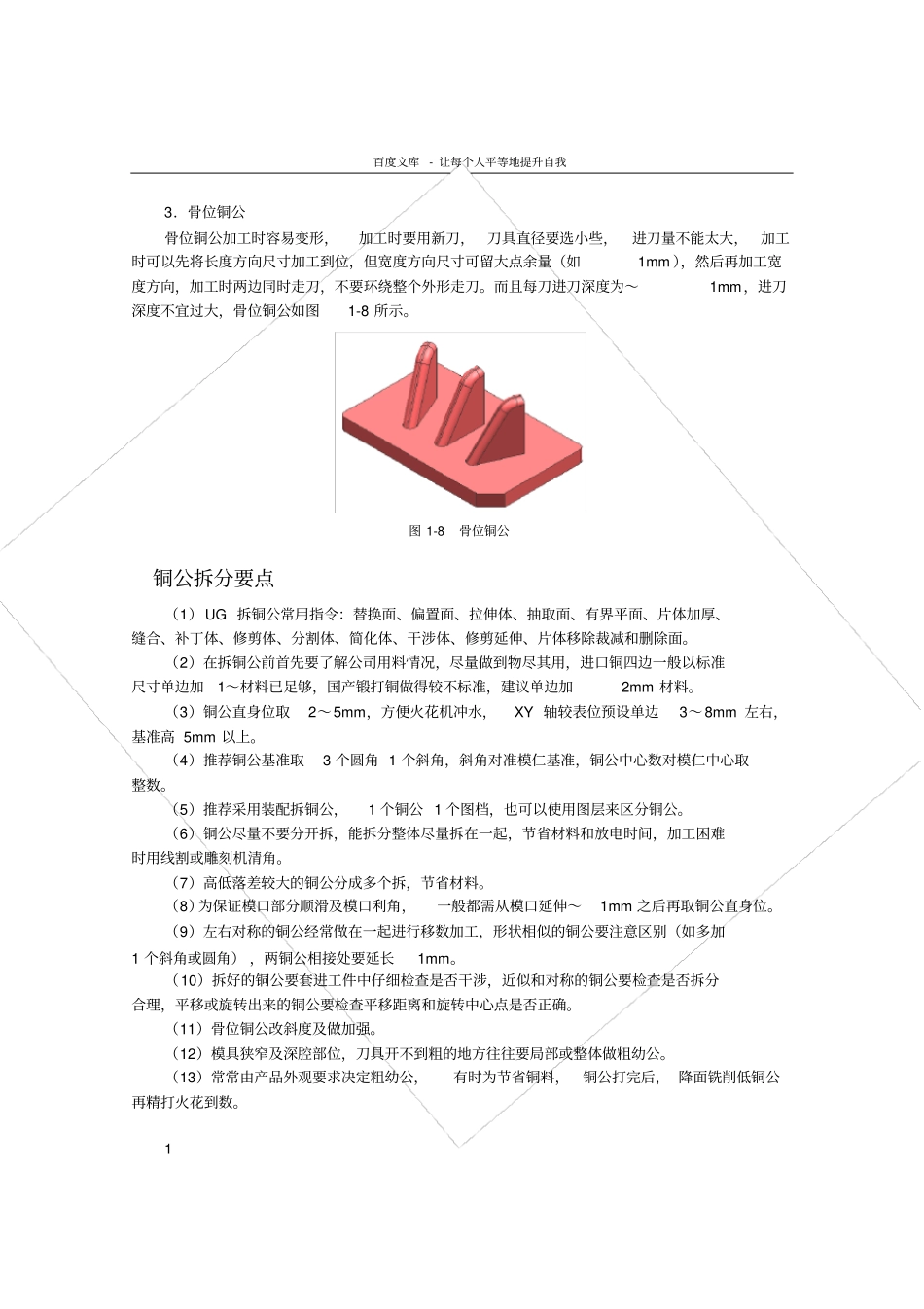
图 1-6 多道工序加工整体铜公2.散铜公拆分后必须能够加工,有时整体铜公加工困难,有加工不到的死角,或者是不好加工,所需刀具太长或太小,就可以考虑多拆一个铜公,有时局部需要清角铜公,这种铜公的加工并不困难,但一定要搞清楚打火花时的偏数及校表基准,散铜公如图1-7 所示
图 1-7 散铜公百度文库- 让每个人平等地提升自我1 3.骨位铜公骨位铜公加工时容易变形,加工时要用新刀,刀具直径要选小些,进刀量不能太大,加工时可以先将长度方向尺寸加工到位,但宽度方向尺寸可留大点余量(如1mm ),然后再加工宽度方向,加工时两边同时走刀,不要环绕整个外形走刀
而且每刀进刀深度为~1mm,进刀深度不宜过大,骨位铜公如图1-8 所示
图 1-8 骨位铜公铜公拆分要点(1)UG 拆铜公常用指令:替换面、偏置面、拉伸体、抽取面、有界平面、片体加厚、缝合、补丁体、修剪体、分