\ 姓名:黄孝楠学号:089011 10 专业:模具设计与制造设计时间: 2010 年 12 月课设题目:销轴锤上锻模具设计- 1 - 目录1、零件图
2 2、确定锻件公差和机械加工余量
3 3、确定锻锤吨位
4 4、确定毛边槽形式和尺寸
5 5、确定终锻型槽
5 6、选择制坯工步
6 7、选择制坯工步
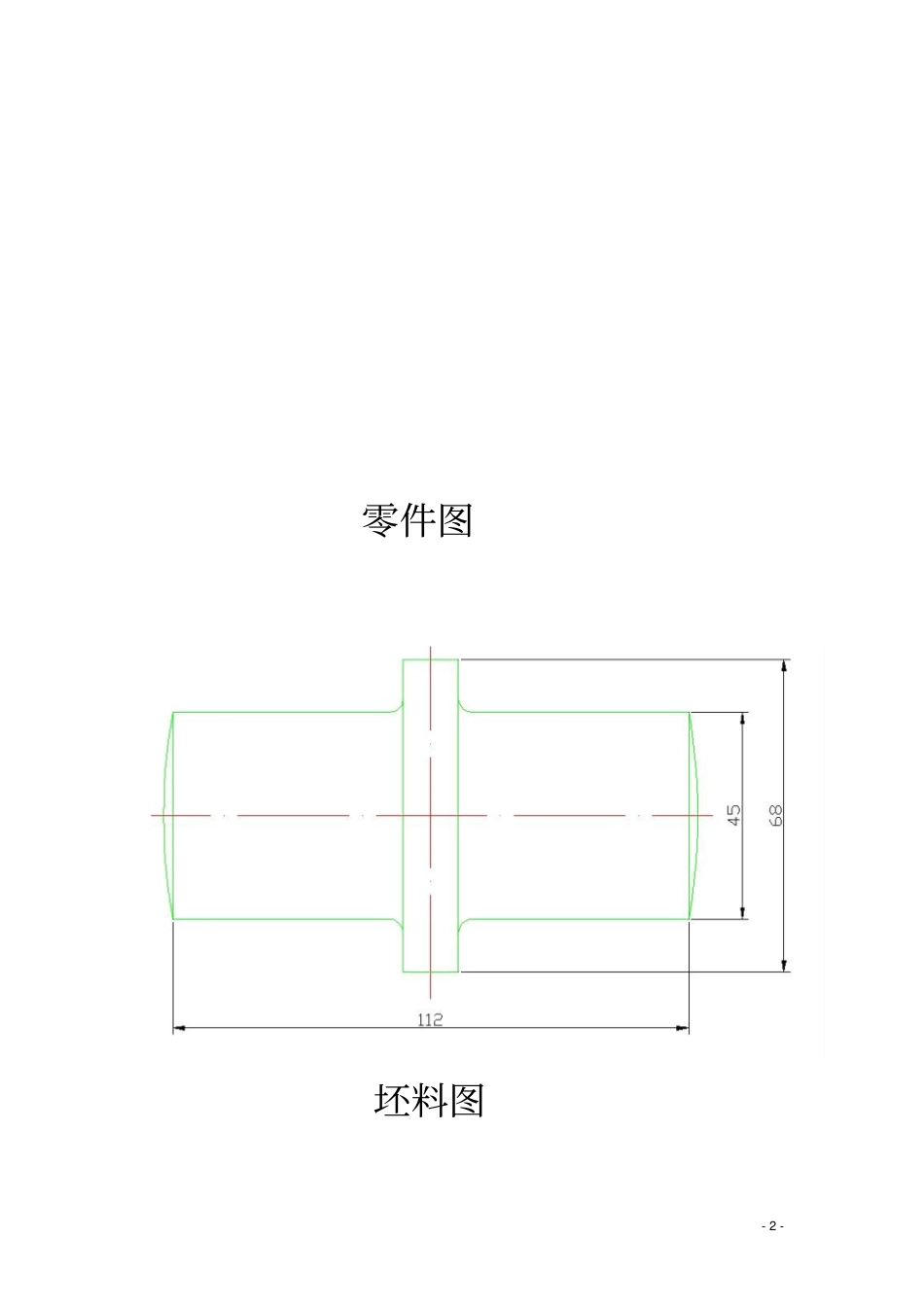
6 - 2 - 零件图坯料图- 3 - (2 件)一、确定分模面位置根据零件为轴类对称形状,选择上下对称的直线分模
二、确定锻件公差和机械加工余量1、估算锻件质量,由表查出碳钢类密度为7
85g/cm2 计算锻件重量为3
2、锻件材质系数0
65%c 长、宽、高外表面尺寸的正负偏差大致按+2/3 和-1/3,的比列分配
、锻件复杂系数:S=3410/3191=1
06 ,为一级,复杂系数S1查有关手册得,高度公差为+2
2;长度公差 +2
3;宽度公差与高度公差一致
零件需磨削加工,加工精度为F2,