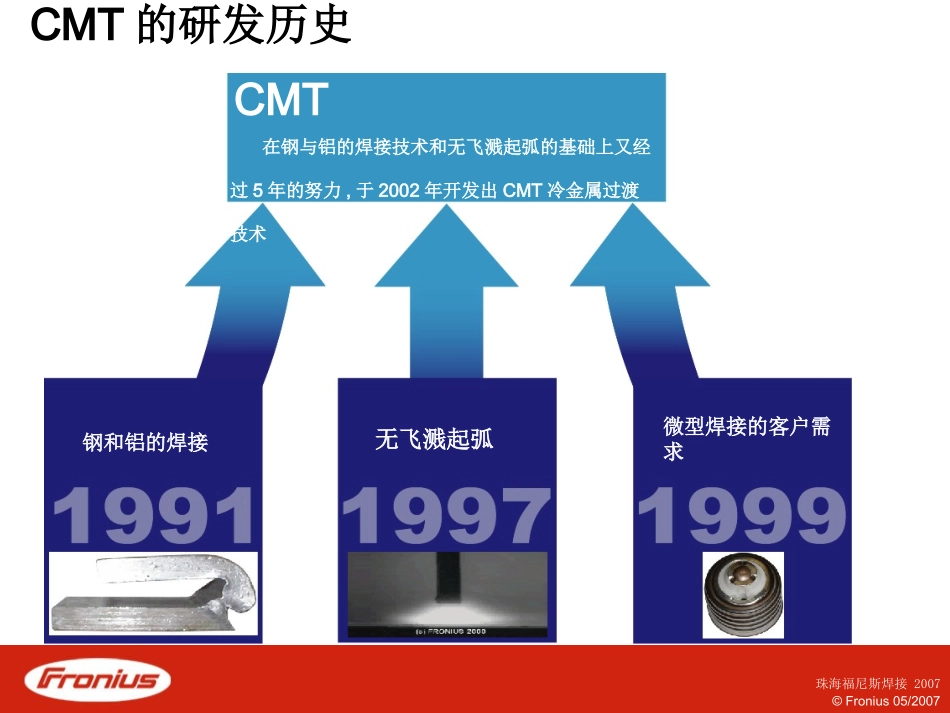
©Fronius05/2007珠海福尼斯焊接2007CMT技术—焊接技术的革新突破©Fronius05/2007珠海福尼斯焊接2007CMTCMT是ColdMetalTransfer的缩写(冷金属过渡)CMT冷金属过渡技术是在短路过渡基础上开发的同传统的气体保焊MIG/MAG相比金属溶滴过渡热输入量更小©Fronius05/2007珠海福尼斯焊接2007CMT的研发历史CMTCMTProcessSteelAluminiumSFISpatter-freeignitionDemandformicro-weldsfrom2002seriesdevelopmentfrom1999basicdevelopmentCMT在钢与铝的焊接技术和无飞溅起弧的基础上又经过5年的努力,于2002年开发出CMT冷金属过渡技术钢和铝的焊接无飞溅起弧微型焊接的客户需求©Fronius05/2007珠海福尼斯焊接2007在短路状态下焊丝的回抽运动帮助焊丝与熔滴分离t=0mst=4
59mst=6
21mst=7
56mst=11
34mst=13
23mst=13
77mst=14
31ms©Fronius05/2007珠海福尼斯焊接2007CMT焊接同普通MIG/MAG焊有三个基本的特点:(1)首次将焊丝回抽运动与熔滴过渡过程控制相结合遥控器送丝机焊丝缓冲器数/模转换实际值CMT控制电路控制监测数字处理器控制面板©Fronius05/2007珠海福尼斯焊接2007CMT焊接同普通MIG/MAG焊有三个基本的特点:(2)低热输入量-金属过渡时电流几乎为零t=0mst=0mst=4
59ms短路过渡t=6
21mst=7
56mst=11
34mst=13
23mst=13
77mst=14
31msCMT过渡©Fronius05/2007珠海福尼斯焊接2007CMT焊接同普通MIG/MAG焊有三