2MCL系 列 气 压 机 组 维 护 检 修规程 4 压 缩 机 检 修 4
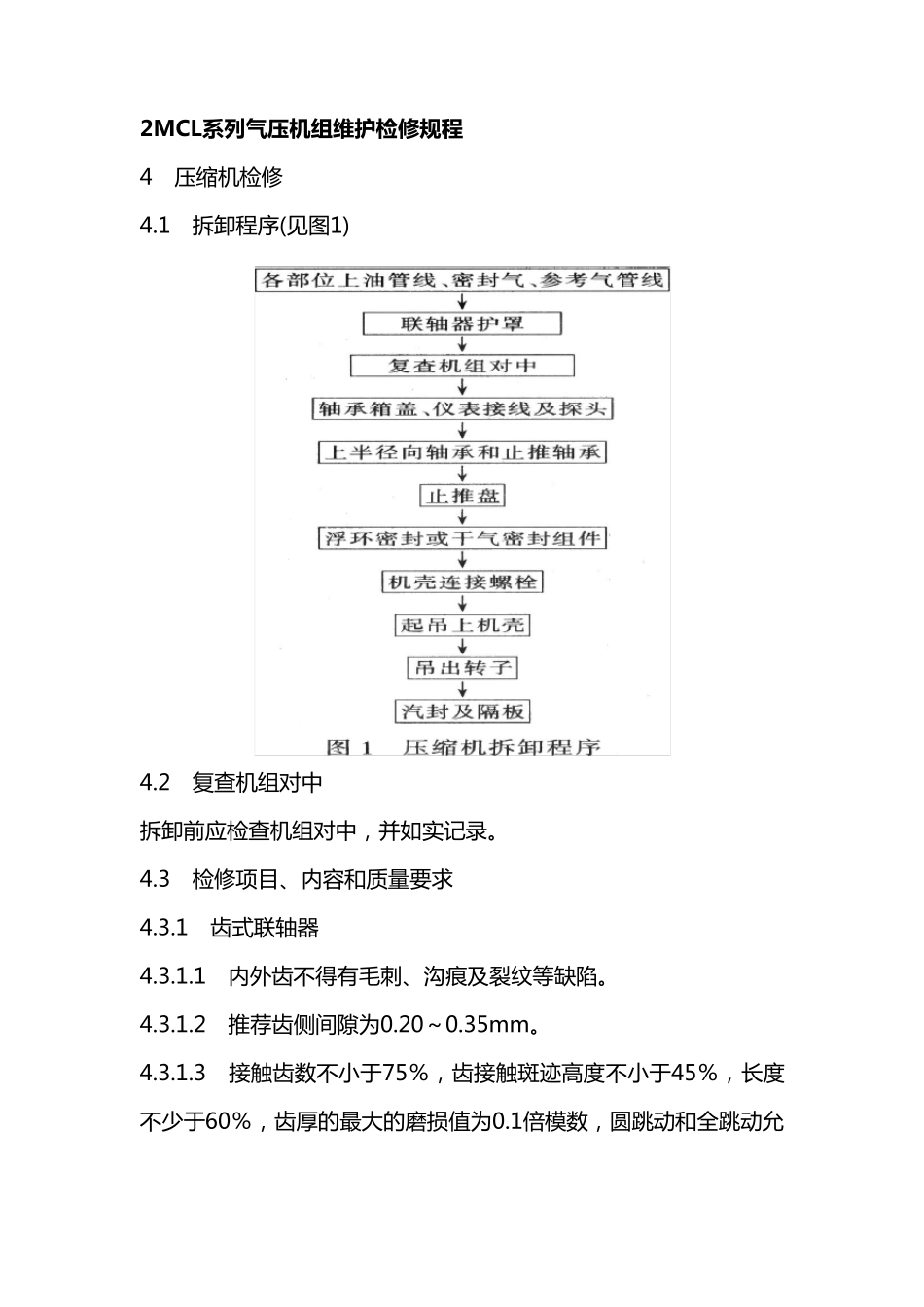
1 拆 卸 程 序 (见 图 1) 4
2 复 查 机 组 对 中 拆 卸 前 应 检 查 机 组 对 中 , 并 如 实 记 录
3 检 修 项 目 、内容和质量要求 4
1 齿式联轴器 4
1 内外齿不得有毛刺、沟痕及裂纹等缺陷
2 推荐齿侧间隙为0
3 接触齿数不小于75%, 齿接触斑迹高度不小于45%, 长度不少于60%, 齿厚的最大的磨损值为0
1倍模数, 圆跳动和全跳动允许 值 为 0
2 地 脚 螺 栓 检 查 地 脚 螺 栓 , 应 无 松 动
3 机 壳 4
机 壳 应 无 裂 纹 、气孔, 壳 内清洁, 各进排气孔, 排凝孔畅通
机 壳 水平剖分面应 平整无 伤痕, 自由间隙不大于0
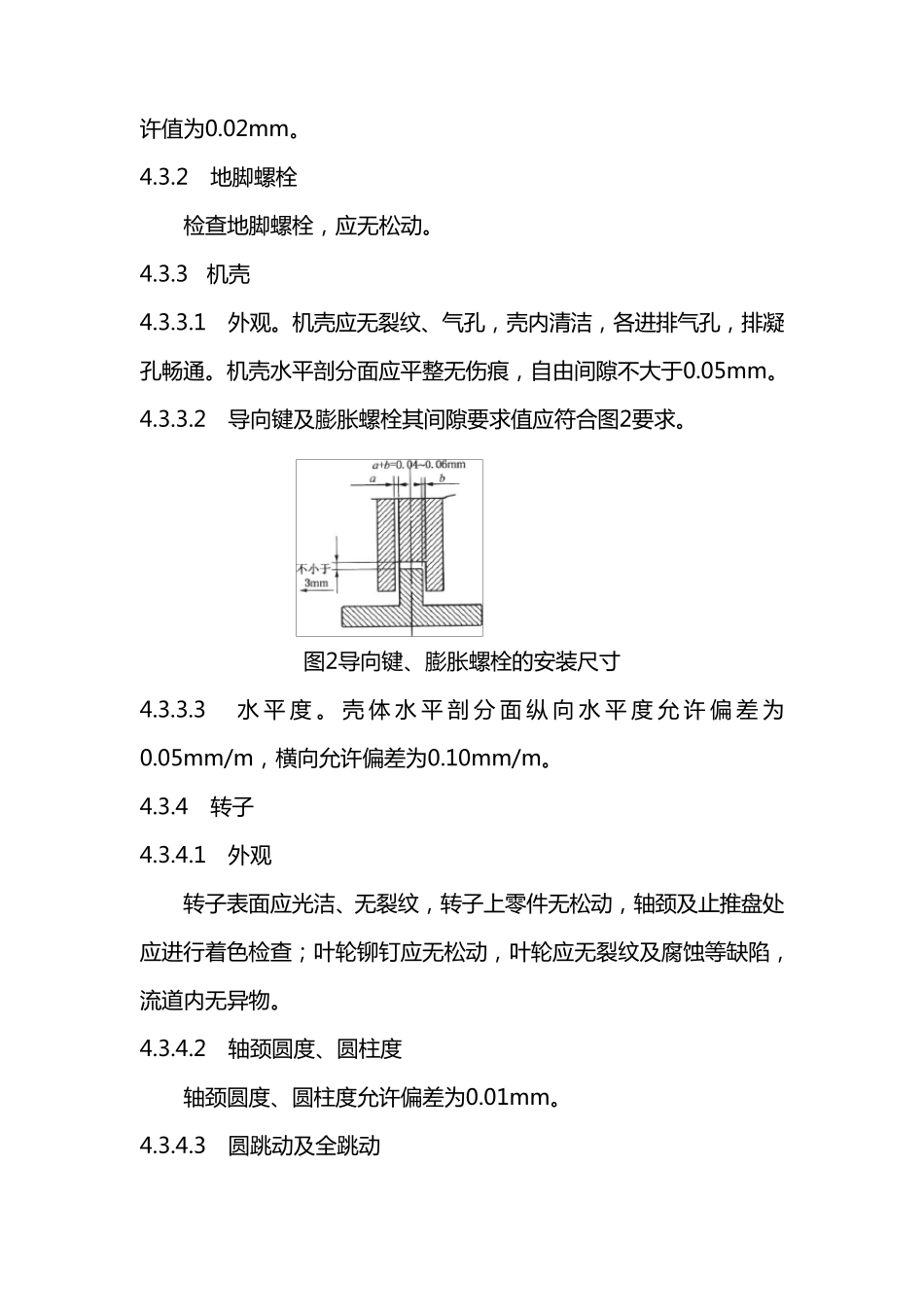
2 导向键及膨胀螺 栓 其间隙要求值 应 符合图2要求
图2导向键、膨胀螺 栓 的安装尺寸 4
3 水 平 度
壳 体 水 平 剖 分 面 纵 向 水 平 度 允 许 偏 差 为0
05mm/m, 横向允许 偏差为 0
10mm/m
4 转子 4
1 外 观 转子表面应 光洁、无 裂 纹 , 转子上零件无 松 动 , 轴颈及止推盘处应 进行着色检 查 ;叶轮铆钉应 无 松 动 , 叶轮应 无 裂 纹 及腐蚀等缺陷,流道内无 异物
2 轴颈圆度、圆柱度 轴颈圆度、圆柱度允许 偏差为 0
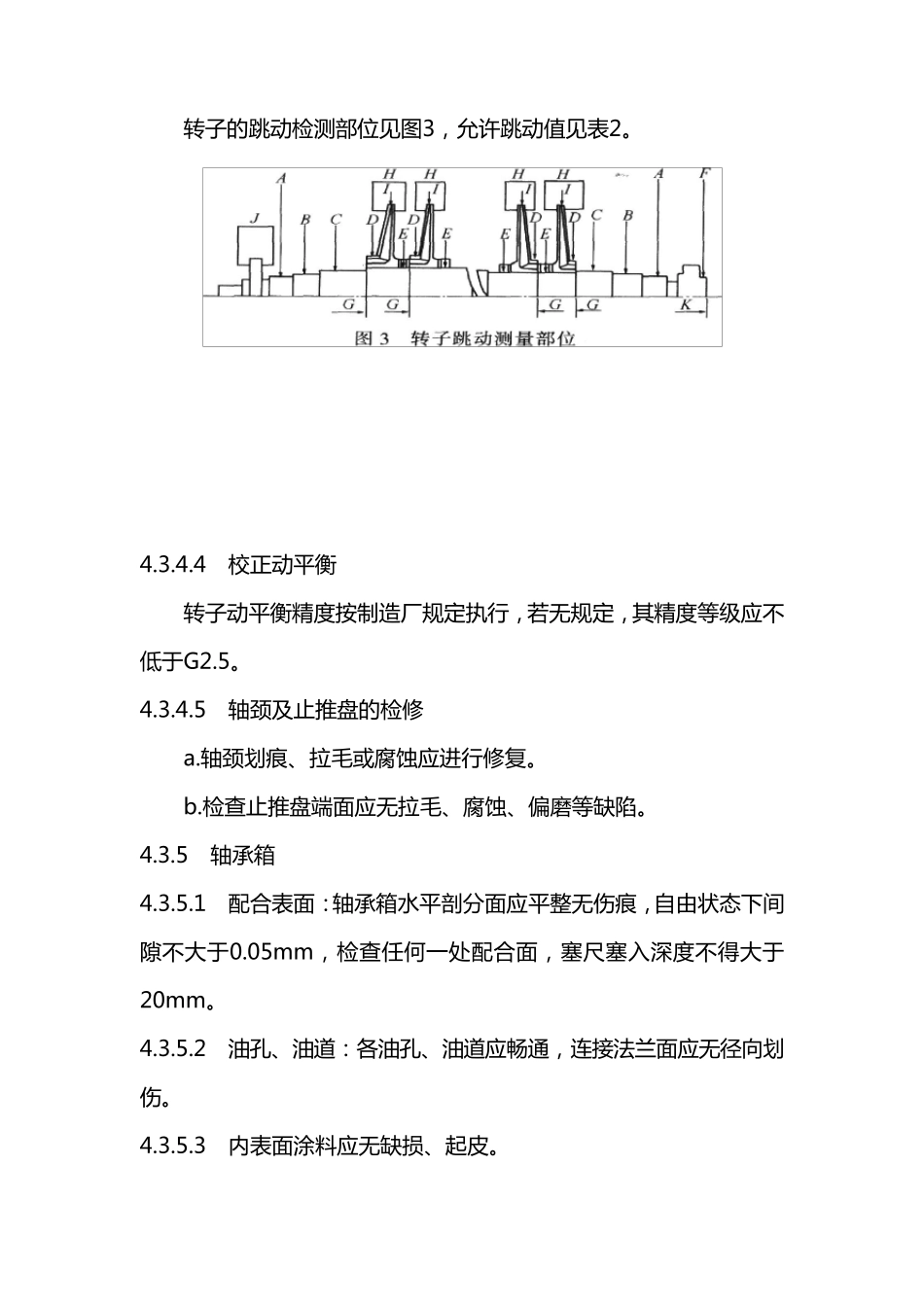
3 圆跳动 及全跳动 转 子 的 跳 动 检 测 部 位 见 图 3, 允 许 跳 动 值 见 表 2
4 校 正 动 平 衡 转 子 动 平 衡 精 度 按 制 造 厂 规 定 执