2 压铸过程原理 压铸的主要特点是金属液在高压、高速下充填压铸模型腔,并在高压下成型、结晶
因此,压铸过程中压力和速度的变化及其作用是至关重要的,它们直接影响金属充填形态和金属液在型腔中的运动,从而影响压铸件的质量
1 压铸压力 2. 1. 1 四级压射的概念 压铸压力是压铸工艺中主要的参数之一
压铸过程中的压力是由压铸机的压射机构产生的,压射机构通过工作液体将压力传递给压射活塞,然后由压射活塞经压射冲头施加于压室内的金属液上
作用于金属液上的压力是获得组织致密和轮廓清晰的铸件的主要因素,所以,必须了解并掌握压铸过程中作用在金属液上的压力的变化情况,以便正确利用压铸过程中各阶段的压力,并合理选择压力的数值
压铸过程中的压力可以用压射力和压射压力两种形式来表示
压铸机压射缸内的工作液作用于压射冲头,使其推动金属液充填模具型腔的力,称为压射力
其大小随压铸机的规格而不同,它反映了压铸机功率的大小
压射压力是指压射过程中,压室内单位面积上金属液所受到的静压力
压射力和压射压力的关系如下: 24DFAFp (2-1) 式中 p——压射压力(Pa); F——压射力(N); A——压射冲头截面积(近似等于压室截面积)( m2); D——压射缸直径(m)
由式(2-1)可知,压射压力与压射力成正比,而与压射冲头的截面积成反比
所以,压射压力可以通过调整压射力和更换不同直径的压射冲头来实现
如果既考虑压射力又考虑压射压力,会把问题复杂化,而且压射压力更能反映压铸过程中金属液在充填时的各个阶段以及金属液流经各个不同截面时的力的概念,因此,压铸压力通常指的是压射压力
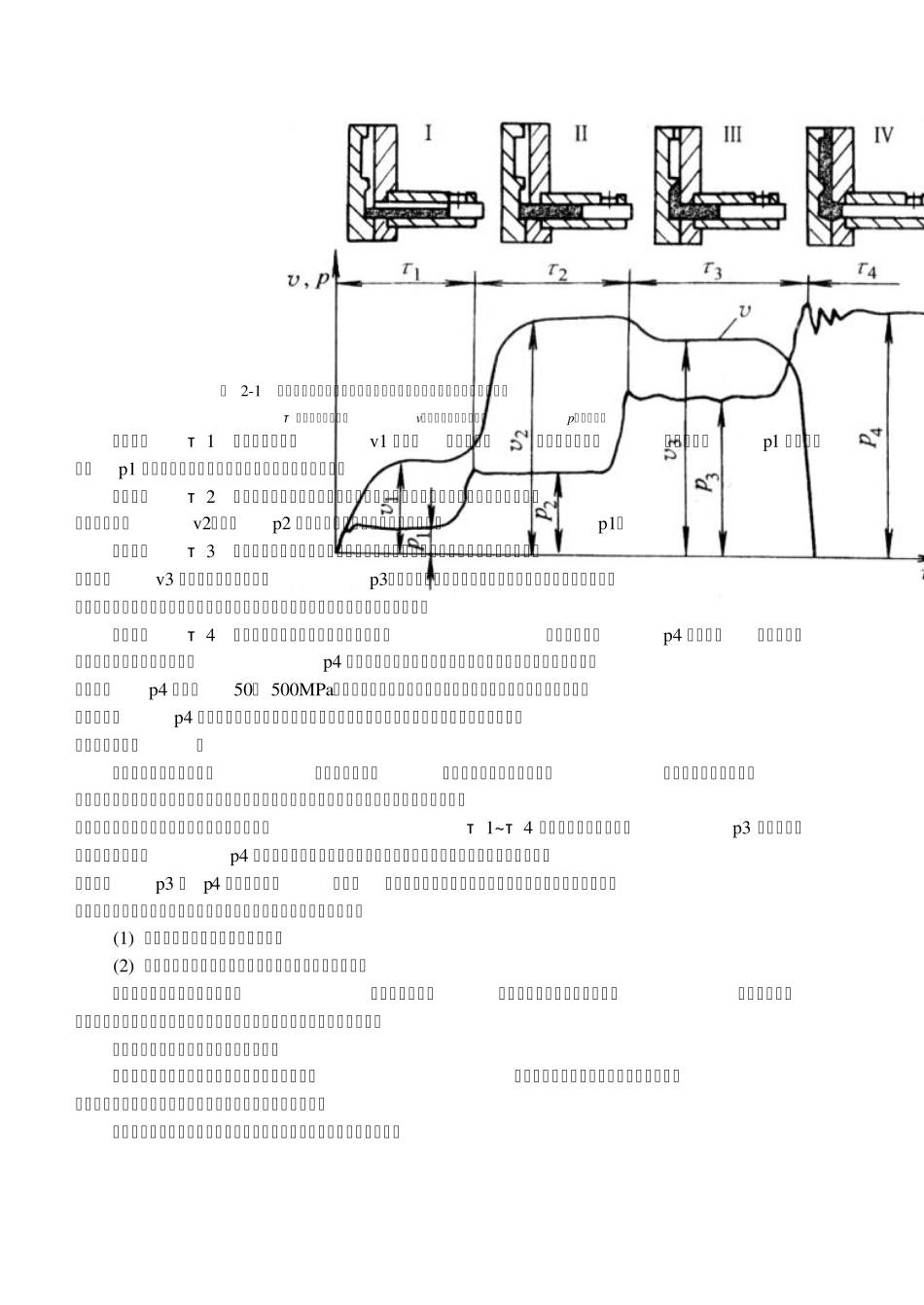
在压铸过程中,作用在金属液上的压射压力并不是一个常数,而是随着压射阶段的变化而改变
金属液在压室与压铸模型腔中的运动可分解为四个阶段,图2-1 表示在不同阶段,压射冲头的运动速度与金属液所受的压力(压射