2 粗加工方法 § 4
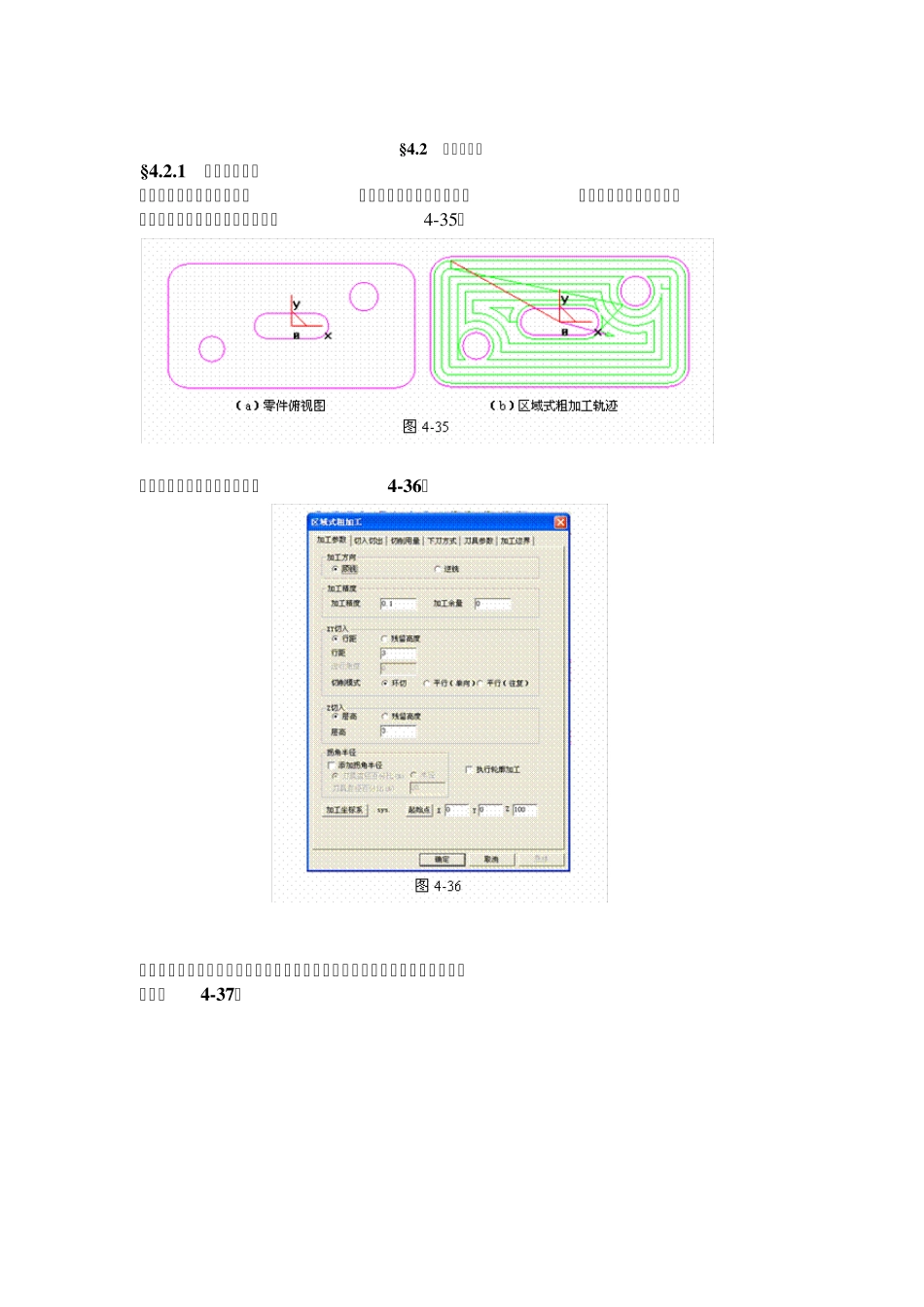
1 区域式粗加工 该加工方法属于两轴加工,其优点是不必有三维模型,只要给出零件的外轮廓和岛屿,就可以生成加工轨迹
如图4 -3 5
区域式粗加工的加工参数如图4 -3 6
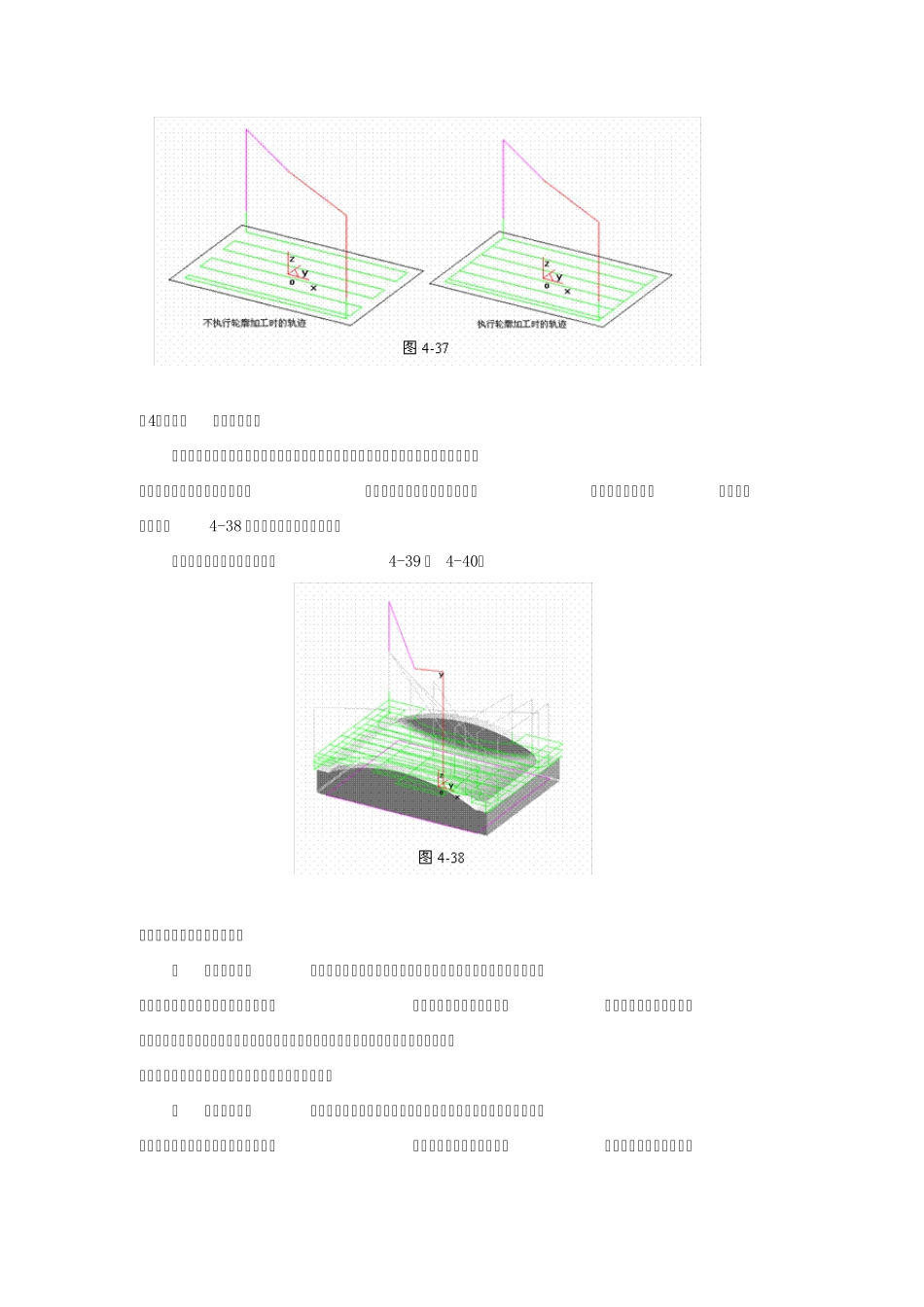
在加工完成的最后,有是否进行轮廓加工选项,即是否用刀具清一下轮廓,效果如图4 -3 7
2 等高线粗加工 该加工方式是较通用的粗加工方式,适用范围广;它可以高效地去除毛坯的大部余量,并可根据精加工要求留出余量,为精加工打下一个良好的基础;可指定加工区域,优化空切轨迹
图4-38 是一等高线粗加工的例子
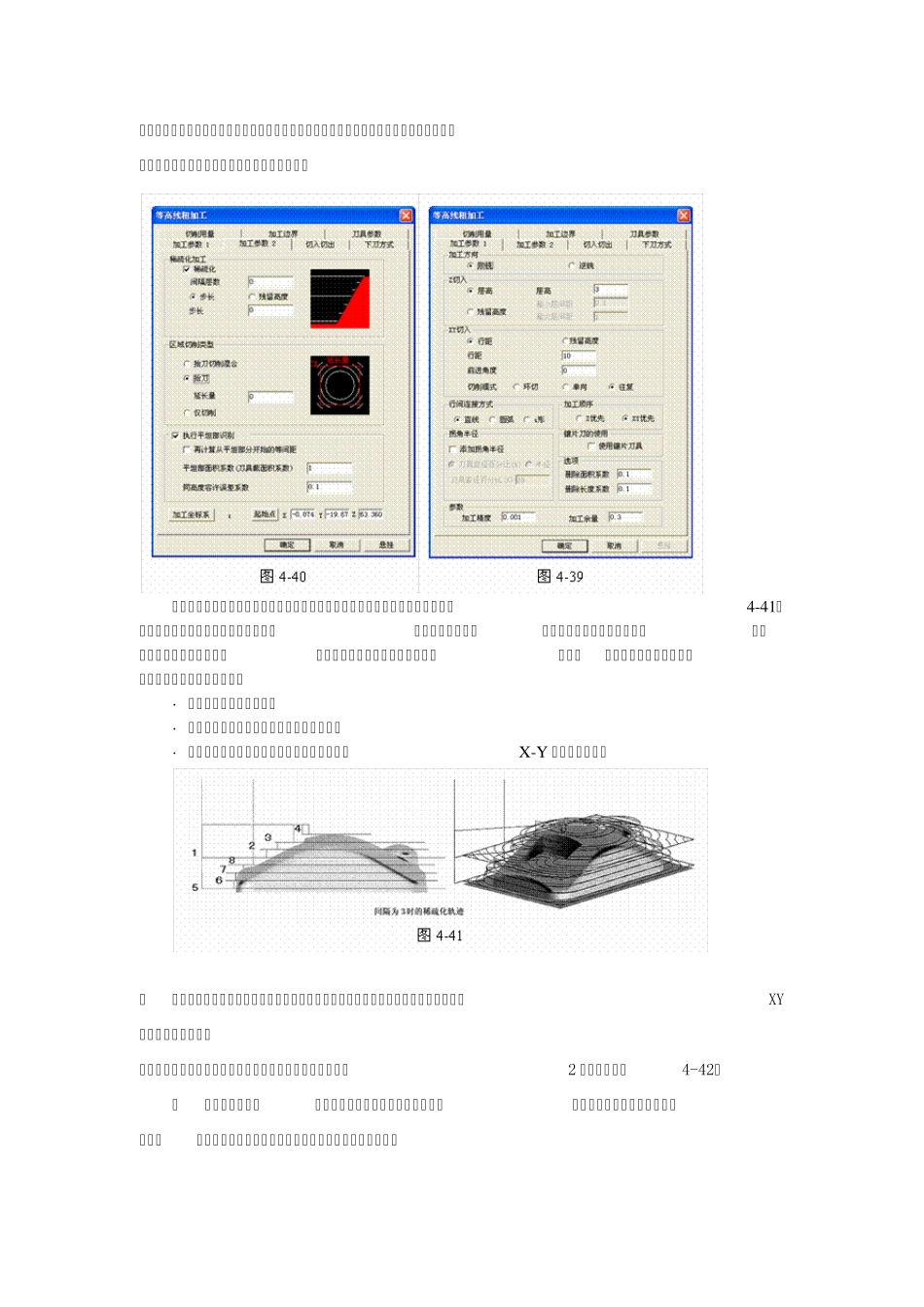
等高线粗加工的加工参数如图4-39 和 4-40
“选项”包括以下两种选择
· 删除面积系数 基于输入的删除面积系数,设定是否生成微小轨迹
刀具截面积和等高线截面面积若满足下面的条件时,删除该等高线截面的轨迹
等高线截面面积<刀具截面积×删除面积系数(刀具截面积系数)
要删除微小轨迹时,该值比较大
相反,要生成微小轨迹时,请设定小一点的值
通常请使用初始值
· 删除长度系数 基于输入的删除长度系数,设定是否做成微小轨迹
刀具截面积和等高截面线长度若满足下面的条件时,删除该等高线截面的轨迹
等高截面线长度<刀具直径×删除长度系数(刀具直径系数)
要删除微小轨迹时,该值比较大
相反,要生成微小轨迹时,请设定小一点的值
通常请使用初始值 稀疏化加工为粗加工后的残余部分,用相同的刀具从下往上生成加工路径,如图4-41
这是一促类似于半精加工的加工方法,特别对于切深在、轮廓斜度在的加工条件而言,这种方法对于提高加工效率、改善粗加工后轮廓精度很有好处
此外,这种方法对于避免或者减小精加工台阶轮廓很有好处
· 稀疏化:确定是否稀疏化 · 间隔层数:从下向上,设定欲间隔的层数
· 步长:对于粗加工后阶梯形状的残余量,设定X-Y 方向的切削量