FANUC PMC 梯形图 1
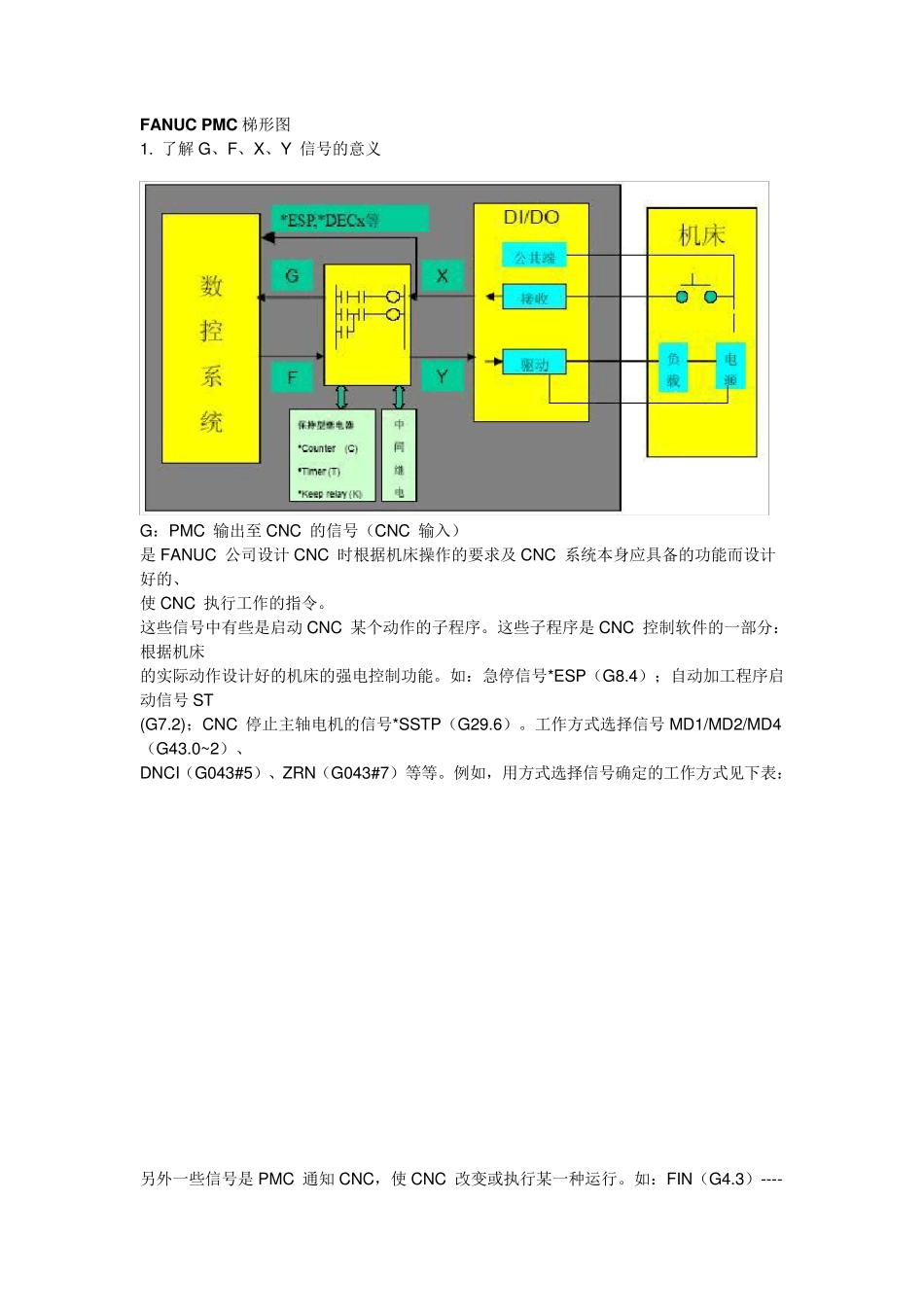
了解G、F、X、Y 信号的意义 G:PMC 输出至 CNC 的信号(CNC 输入) 是 FANUC 公司设计 CNC 时根据机床操作的要求及 CNC 系统本身应具备的功能而设计好的、 使 CNC 执行工作的指令
这些信号中有些是启动 CNC 某个动作的子程序
这些子程序是 CNC 控制软件的一部分:根据机床 的实际动作设计好的机床的强电控制功能
如:急停信号*ESP(G8
4);自动加工程序启动信号 ST (G7
2);CNC 停止主轴电机的信号*SSTP(G29
工作方式选择信号 MD1/MD2/MD4(G43
0~2)、 DNCI(G043#5)、ZRN(G043#7)等等
例如,用方式选择信号确定的工作方式见下表: 另外一些信号是 PMC 通知 CNC,使 CNC 改变或执行某一种运行
如:FIN(G4
3)---- 是PMC 通知CNC 辅助功能M 或换刀功能T 已经结束执行
CNC 接受到该信号后即可启动下个加工程序段 的执行
下表为 CNC 运行时常用的部分 G 信号
F:CNC 输出至 PMC 的信号 其中的一些信号是反映 CNC 运行状态的标志,表明 CNC 正处于某一状态
如,AL(F1
0): 表示 CNC 处于报警状态
MV(F102):进给轴移动中
另一些信号是CNC 响应 X(经过 G 信号)后,执行某一运行的结果,用以通知PMC
PMC 收到 这些F 信号,视其具体情况,再做适当处理
还有一些信号是加工程序指令的译码输出
如:M 代码(F10~F13);T 代码(F26~F29)
CNC 将 这些信号输出给PMC 进行处理
下表列出了部分常用的F 信号
X:由机床输入至PMC 的信号 是操作员由机床操作面板上输入的按钮、按键、开关信号
可以理解为是由操作者发出的使 CNC(机床)执行某一工作的命令