4-2011 宣贯内容 一、本标准历次修订情况 二、本标准修订过程 三、本标准修订背景 四、主要修订依据及参考资料 五、GB150
4 修订的主要变化 六、GB150
4-2011 主要变化和释义 本部分共分 13 个章节,主要针对与 GB150-1998 相比,将《固定式压力容器安全技术监察规程》和相关标准的一些要求进行讲释
七、讲析资料补充 1、承压设备对焊接材料使用的技术要求 2、介绍冷切割或热切割的几种加工方法 3、对要求控制线能量的焊接接头,其焊接工艺要求 4、GB150
4 标准对焊接工艺评定的基本要求 5、原按 JB4708-2000 完成的焊评怎么办 6、改善材料力学性能热处理与消除应力热处理具有不同要求 7、如何判断材料的再热裂纹倾向 8、奥氏体不锈钢复合板容器尽量避免焊后热处理原因 9、焊接检查与检验 10、对于射线和超声检测部分标准的执行理解 11、耐压试验应注意几个问题及建议 12、压力容器产品制造质量计划 七、讲析资料补充 一、 承压设备对焊接材料使用的技术要求 1、 增加了材料代用和材料复验的规定
2、 低温容器焊条应按批进行药皮含水量或熔敷金属扩散氢含量的复验,其检验方法按相应的焊条标准或设计文件
3、 介绍 NB/T47018
1~47018
7-201“承压设备用焊接材料订货技术要求”标准: (1)、原因: 我国焊接材料标准大都等效采用美国焊接学会(AWS)制订的国家标准,并且被承压设备行业所引用
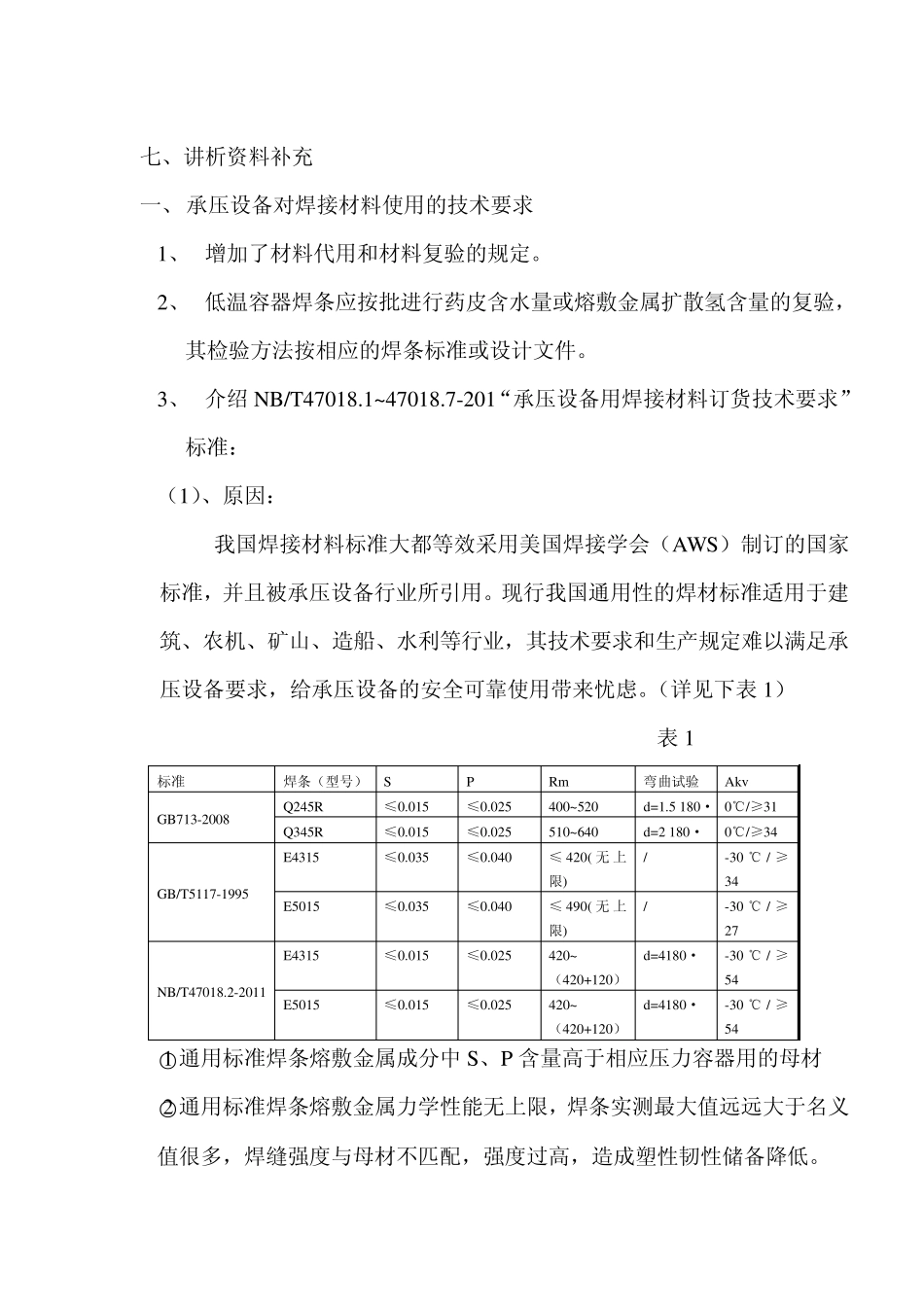
现行我国通用性的焊材标准适用于建筑、农机、矿山、造船、水利等行业,其技术要求和生产规定难以满足承压设备要求,给承压设备的安全可靠使用带来忧虑
(详见下表1) 表1 标准 焊条(型号) S P Rm 弯曲试验 Akv GB713-2008 Q245R ≤0
015 ≤0
025 400~520 d=1
5 180· 0℃/≥31