低合金钢焊条 低合金钢焊条焊条使用说 产品描述: 低合金钢焊条焊条使用说 根据我国以往焊条分类习惯 ,焊条国家标准 GB/T5118-1995包含以下三类: 1
50 公斤级(除熔敷金属 Mn-si 系)以上的结构焊条; 2
钼和铬钼珠光体耐热钢焊条; 3
低合金钢焊条的选用,通常是根据钢材的化学成份
抗裂性能等要求
同时还要从焊接结构形状
工作条件,受力情况和焊接设备等方面,进行综合考虑
必要时,需进行焊接性能试验来确定焊条和采取必要的工艺措施
低合金结构钢焊条的使用 一般依钢材的强度等级来选用相应的焊条,同时还需要钢材焊接性,母材成份的过渡,焊接结构尺寸
坡口和受力情况等因素,进行综合考虑,在焊接冷却速度太大,使强度增高,焊缝接头容易产生裂缝的不利情况下,往往可选用比母材强度低一些的焊条,如遇厚板多层焊或焊后进行正火处理等情况,则需防止焊缝强度过低的现象
对要求塑性好
抗裂性能强者,选用碱性或高韧性的焊条,对中碳钢的焊接一般可选用超低氢型,高韧性的焊条或铺以预热等工艺措施
钼和铬耐热钢焊条的的使用 珠光体耐热钢中常用的合金元素有铬
铌等以适应不同的工作要求
由于钢中碳和合金元素的共同作用,使其在焊接时极易形成淬硬组织,焊接性能较差,应此,珠光体耐热钢一般焊前进行预热,焊后进行回火处理
在异种钢焊接时,一般选用与中间成分相适应的材料,并应根据其中焊接性差的材料,选用合适的预热温度和焊后热处理条件
在单独使用或用于厚壁管焊接时,应选用低氢耐热钢焊条
低温钢焊条的使用 根据低温液化气体生产工艺流程的特点,低稳钢按不同的使用温度(-40℃
-253℃)分级使用,并选取相应的焊接材料
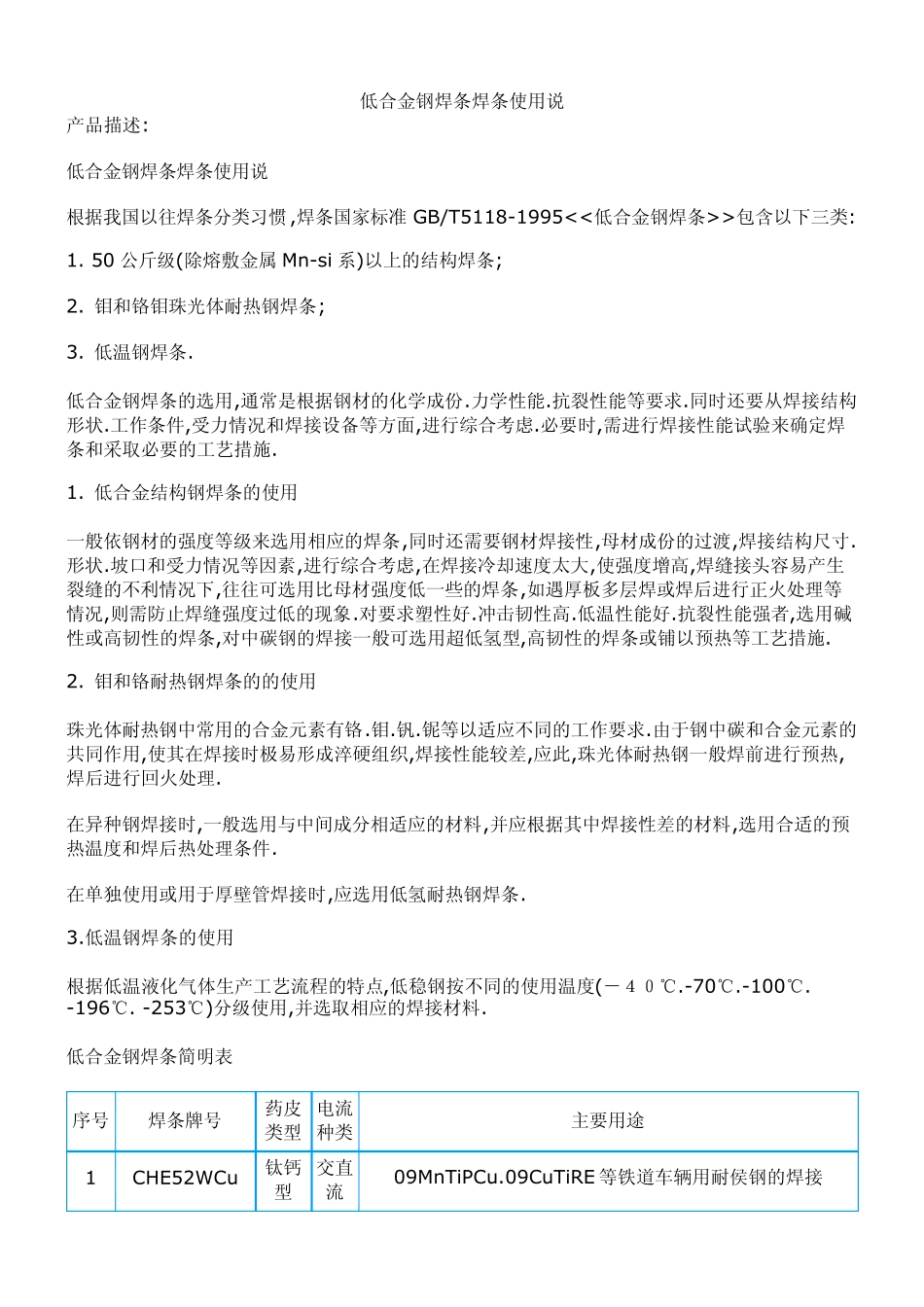
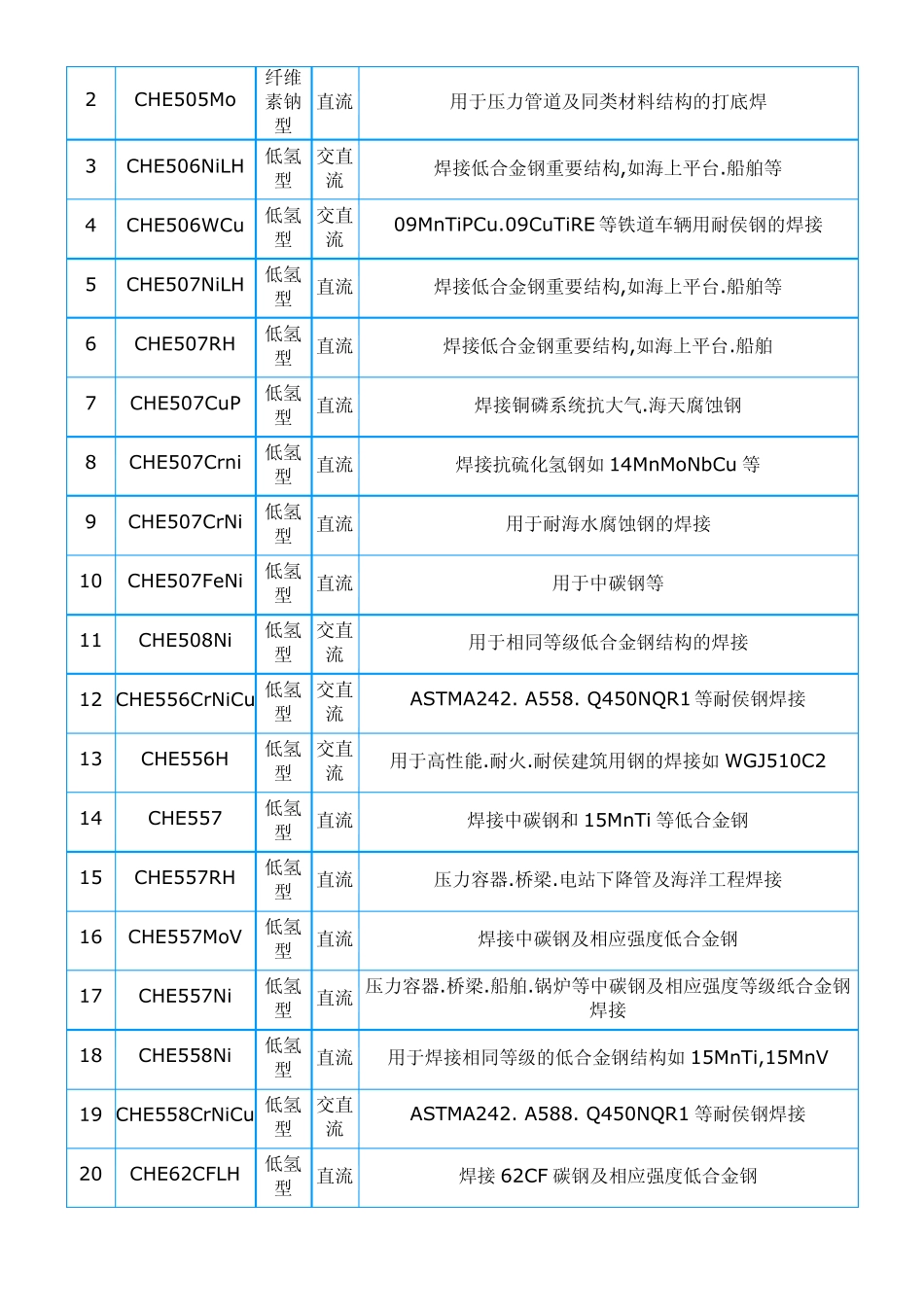
低合金钢焊条简明表 序号 焊条牌号 药皮类型 电流种类 主要用途