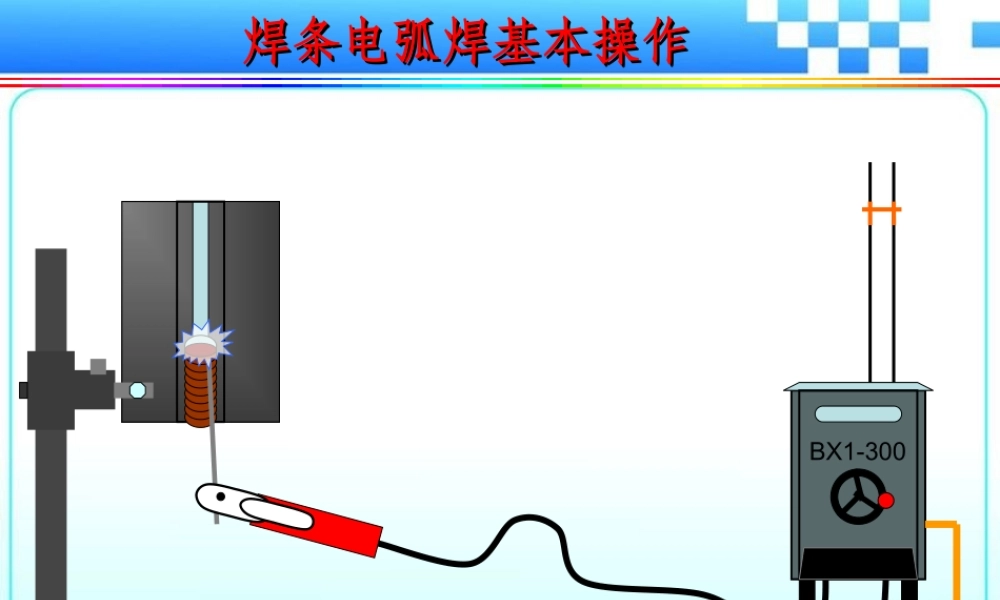
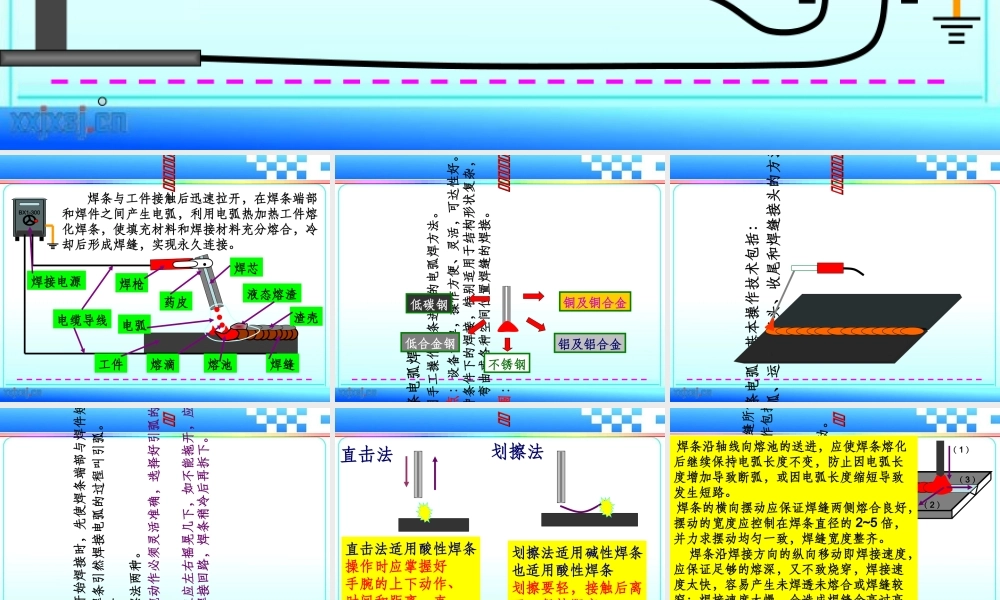
BX1-300焊条电弧焊基本操作焊条电弧焊基本操作焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊BX1-300电缆导线焊枪工件电弧熔滴焊缝焊芯药皮渣壳液态熔渣熔池焊接电源 焊条与工件接触后迅速拉开,在焊条端部和焊件之间产生电弧,利用电弧热加热工件熔化焊条,使填充材料和焊接材料充分熔合,冷却后形成焊缝,实现永久连接
焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊条电弧焊是用手工操作焊条进行的电弧焊方法
特点:设备简单,操作方便、灵活,可达性好
适用于各种条件下的焊接,特别适用于结构形状复杂,焊缝短小,弯曲或各种空间位置焊缝的焊接
范围:不锈钢铜及铜合金铝及铝合金低碳钢低合金钢焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊焊条电弧焊基本操作技术包括:引弧、运条、起头、收尾和焊缝接头的方法
焊焊焊焊 焊条电弧焊开始焊接时,先使焊条端部与焊件短路,再拉开焊条引然焊接电弧的过程叫引弧
引弧的方法有直击法和划擦法两种
引弧时,手腕动作必须灵活准确,选择好引弧的起始点位置
发生粘条现象应左右摇晃几下,如不能拖开,应将焊钳放松,断开焊接回路,焊条稍冷后再拆下
焊焊焊焊直击法适用酸性焊条操作时应掌握好手腕的上下动作、时间和距离
直击不宜太重
划擦法适用碱性焊条也适用酸性焊条划擦要轻,接触后离开,保持距离
直击法划擦法焊焊焊焊 焊接过程中,焊条相对焊缝所做的各种动作叫运条
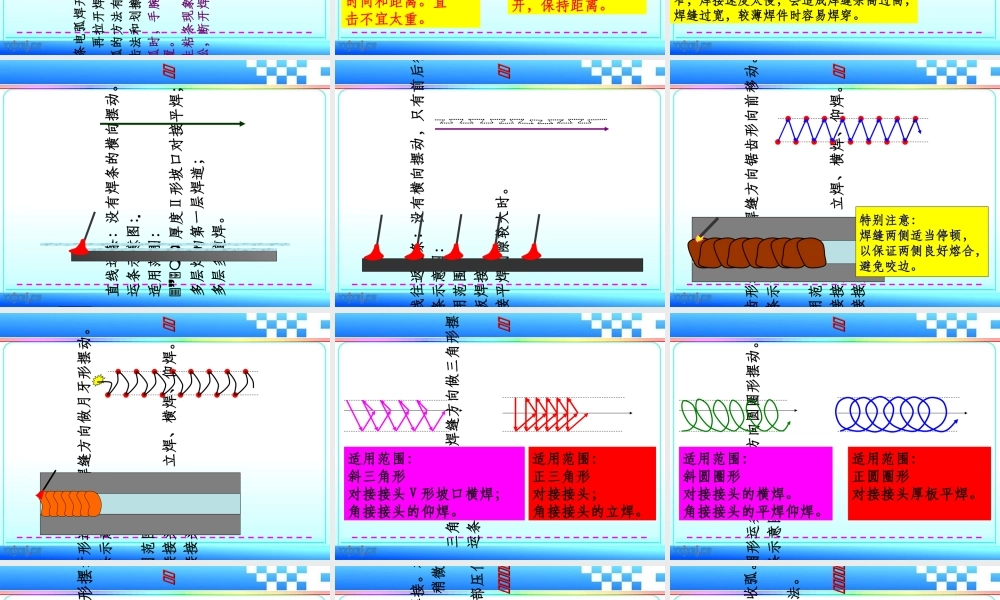
基本动作包括()沿焊条轴线的送进,()横向摆动,()沿焊缝轴线的纵向移动
( 1 )( 2 )( 3 ) 焊条沿轴线向熔池的送进,应使焊条熔化后继续保持电弧长度不变,防止因电弧长度增加导致断弧,或因电弧长度缩短导致发生短路
焊条的横向摆动应保证焊缝两侧熔合良好,摆动的宽度应控制在焊条直径的 2~5 倍,并力求摆动均匀一致,焊缝宽度整齐
焊条沿焊接方向的纵向移动即焊接速度,应保证足够的熔深,又不致烧穿,焊接速度太快,容易产生未