陕西建工安装集团有限公司工艺文件 焊 接 工 艺 评 定 评定单位:陕西建工安装集团有限公司 评定日期: 2 0 1 7 -1 1 -1 0 陕西建工安装集团有限公司工艺文件 焊接工艺评定任务书 单位名称:陕西建工安装集团有限公司 批 准 人: 焊接工艺评定任务书编号:YHGPR-10 日 期:2017-11-10 母材牌号、规格: 管道Q235 管件20# δ=10mm 焊材牌号、规格:E4303、φ3
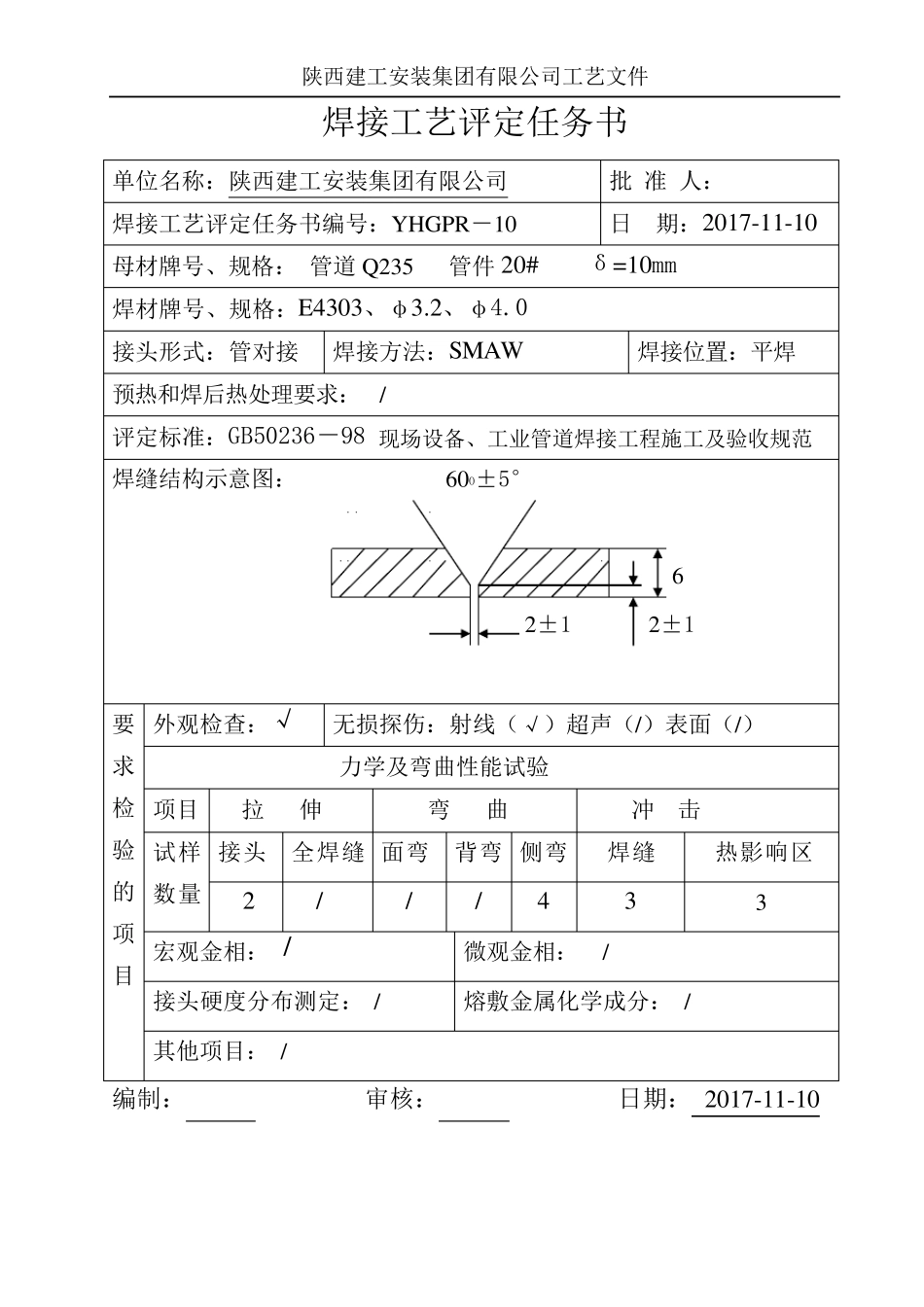
0 接头形式:管对接 焊接方法:SMAW 焊接位置:平焊 预热和焊后热处理要求: / 评定标准:GB50236-98 现场设备、工业管道焊接工程施工及验收规范 焊缝结构示意图: 60O±5° 6 2±1 2±1 要求检验的项目 外观检查:√ 无损探伤:射线(√)超声(/)表面(/) 力学及弯曲性能试验 项目 拉 伸 弯 曲 冲 击 试样数量 接头 全焊缝 面弯 背弯 侧弯 焊缝 热影响区 2 / / / 4 3 3 宏观金相: / 微观金相: / 接头硬度分布测定: / 熔敷金属化学成分: / 其他项目: / 编制: 审核: 日期: 2017-11-10 陕西建工安装集团有限公司工艺文件 焊接作业指导书 单位名称:陕西建工安装集团有限公司 编制人: 批准人: 焊接工艺指导书编号:YHGPZ-10 日期:2017-10-11 焊接工艺评定报告编号:D-B1-6HP010 焊接方法:焊条电弧焊(SMAW) 机械化程度(手工、半自动、自动):手工 焊接接头:板材对接焊缝 坡口形式:V 形坡口 衬垫(材料及规格):无衬垫 其他: 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号P1 组别号1-1 与类别号P1 组别号1-1 相焊及标准号GB/T3274 钢号20# 与标准号GB/T3274 钢号20# 相焊 厚度范围: 管材:对接焊缝12≤T≤2