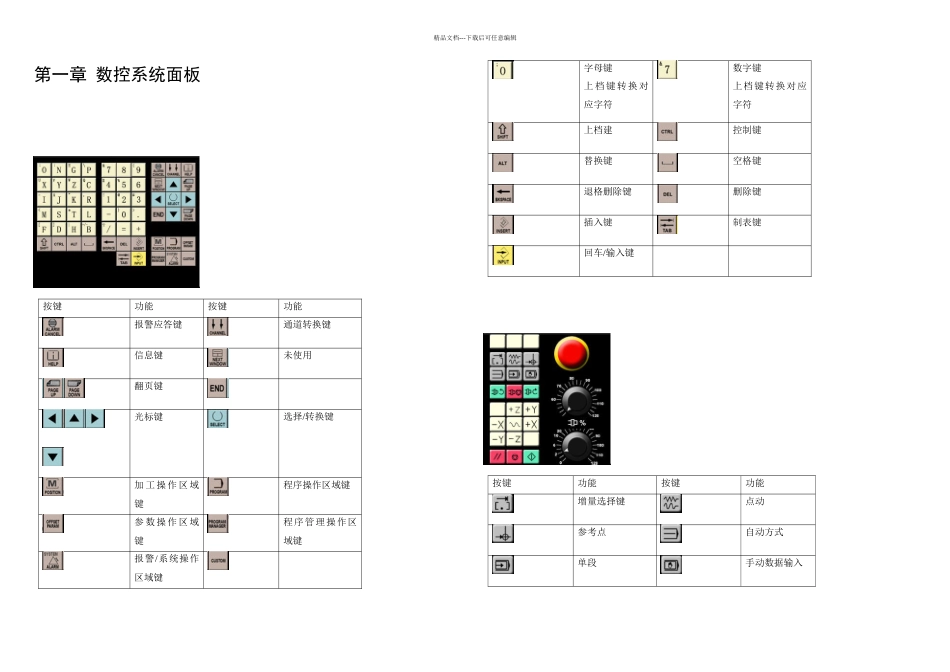
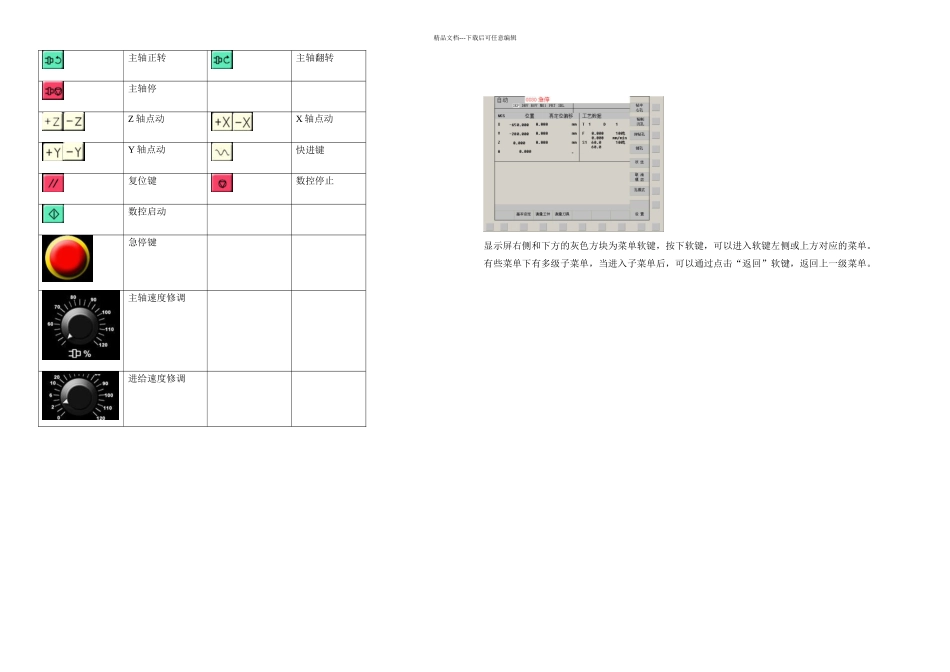
精品文档---下载后可任意编辑第一章 数控系统面板按键功能按键功能报警应答键通道转换键信息键未使用翻页键光标键选择/转换键加 工 操 作 区 域键程序操作区域键参 数 操 作 区 域键程序管理操作区域键报警/系统操作区域键字母键上 档 键 转 换 对应字符数字键上档键转换对应字符上档建控制键替换键空格键退格删除键删除键插入键制表键回车/输入键按键功能按键功能增量选择键点动参考点自动方式单段手动数据输入精品文档---下载后可任意编辑主轴正转主轴翻转主轴停Z 轴点动X 轴点动Y 轴点动快进键复位键数控停止数控启动急停键主轴速度修调进给速度修调显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单
精品文档---下载后可任意编辑第二章 手动操作1
进入系统后,显示屏上方显示文字:0030:急停
点击急停键,使急停键抬起
这时该行文字消逝;2
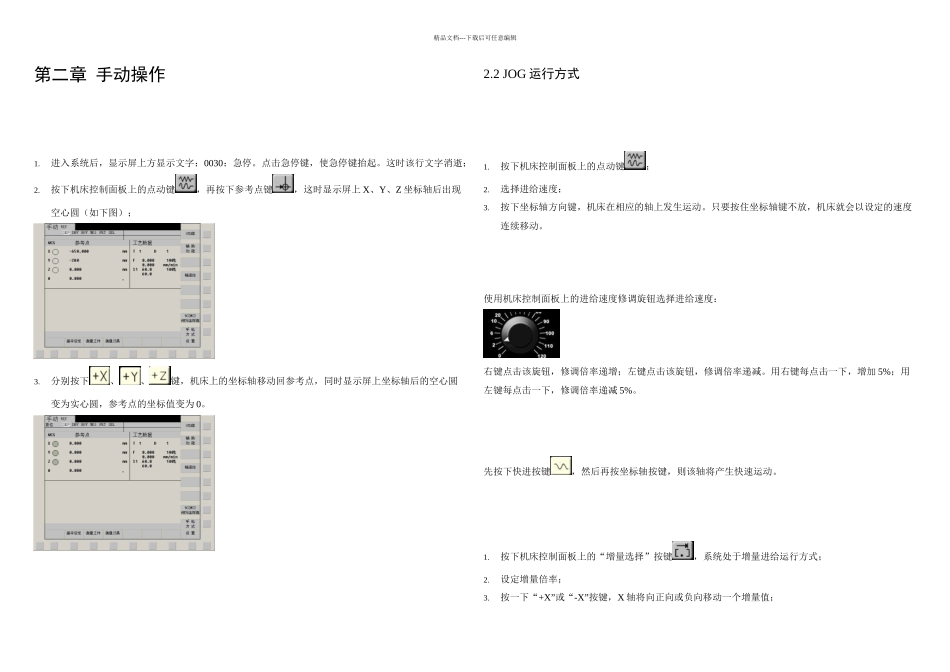
按下机床控制面板上的点动键,再按下参考点键,这时显示屏上 X、Y、Z 坐标轴后出现空心圆(如下图);3
分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为 0
2 JOG 运行方式1
按下机床控制面板上的点动键;2
选择进给速度;3
按下坐标轴方向键,机床在相应的轴上发生运动
只要按住坐标轴键不放,机床就会以设定的速度连续移动
使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减
用右键每点击一下,增加 5%;用左键每点击一下,修调倍率递减 5%
先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动
按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2
设定增量倍率;3
按一下“+X”或“-X”按键,X