机械原理课程设计 说明书 设计题目:压片成形机 学院:汽车与交通学院 班级:车辆 1 0 2 姓名:x x x 学号: 指导老师:*** 机械原理课程设计说明书 - 2 - 目录 1
设计题目 …………………………… 1 2
工作原理及工艺动作过程 ………… 3 3
设计原始数据及设计要求 ………… 4 4
功能分解及机构选用………………… 5 5
重要机构方案评估及数据 …………………1 0 6
总设计方案图及各执行机构的尺寸计算……1 3 7
心得体会……………………………… 1 5 8
参考书目………………………………1 5 机械原理课程设计说明书 - 3 - 1
设计题目:压片成形机 设计自动压片成形机,将具有一定湿度的粉状原料(如陶瓷干粉、药粉)定量送入压形位置,经压制成形后脱离该位置
机器的整个工作过程(送料、压形、脱离)均自动完成
该机器可以压制陶瓷圆形片坯、药剂(片)等
工作原理及工艺动作过程 1
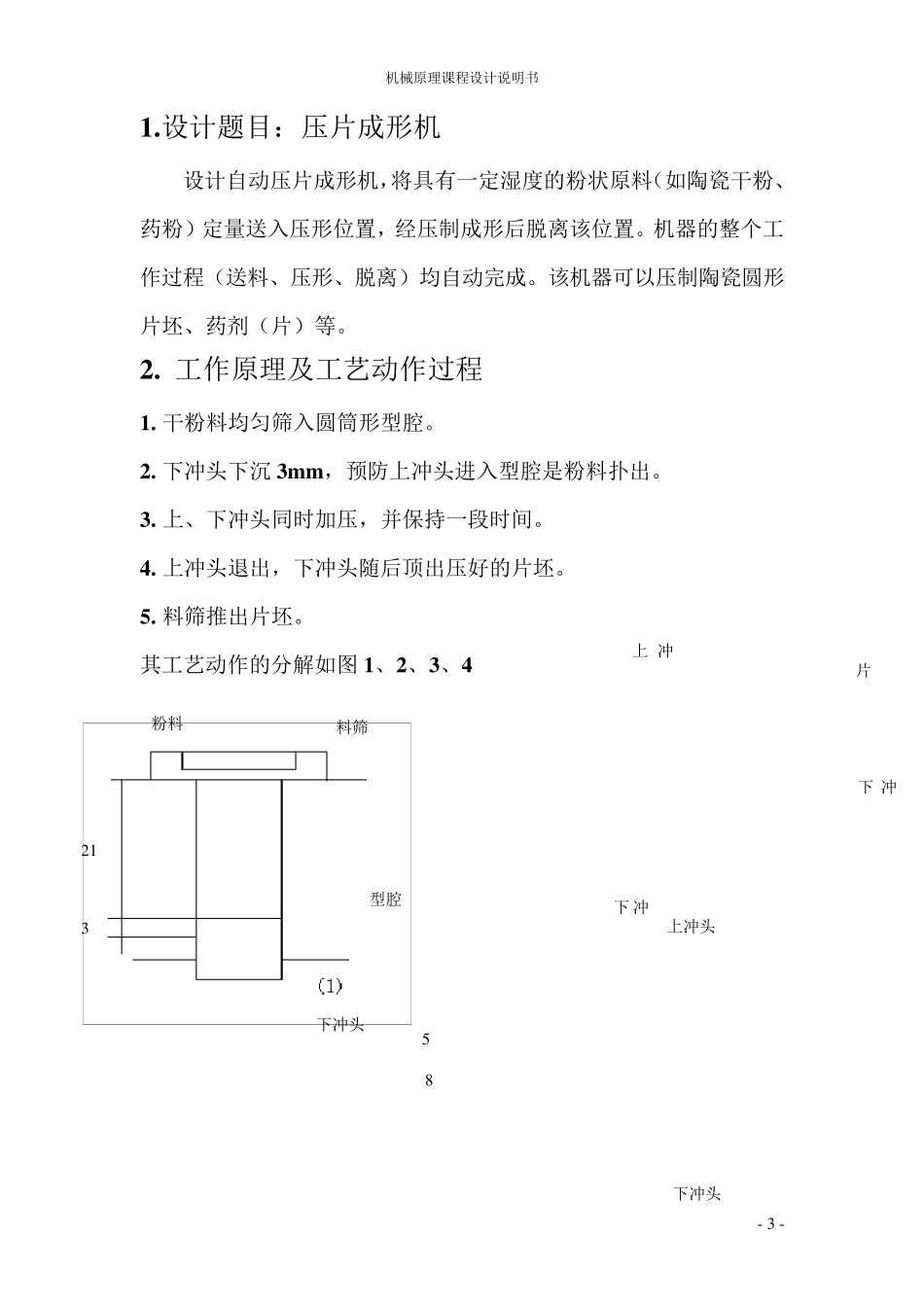
干粉料均匀筛入圆筒形型腔
下冲头下沉 3m m ,预防上冲头进入型腔是粉料扑出
上、下冲头同时加压,并保持一段时间
上冲头退出,下冲头随后顶出压好的片坯
料筛推出片坯
其工艺动作的分解如图 1、2、3、4 料筛 型腔 下冲头 粉料 2 1 3 下 冲上 冲5 下冲头 上冲头 8 片下 冲机械原理课程设计说明书 - 4 - 3
设计原始数据及设计要求 1、
压片成形机设计数据 电动机转速/(r/min):1450; 生产率/(片/min):10; 冲头压力/N:150 000; 机器运转不均匀系数/δ:0
10; 2、上冲头、下冲头、送料筛的设计要求: 1)
上冲头完成往复直移运动(铅锤上下),下移至终点后有短时间的停歇,起保压作用,保压时间为 0
因冲头上升后要留有料筛进入的空间,故冲头行程为