XX 有限公司检验执行标准金工部2
未标注公差尺寸检验方法及标准:用游标卡尺,高度尺,角度尺,百分表,平台,投影仪,高度测量仪或检测夹具等进行检验:3
螺纹检验方法及标准:使用符合 6g(外螺纹)或 6H(内螺纹)公差要求的螺纹规
标准:符合通止规要求
•线性尺寸要求(标准:除图纸上已标注尺寸公差外,实测尺寸偏差以以下公差要求来判定
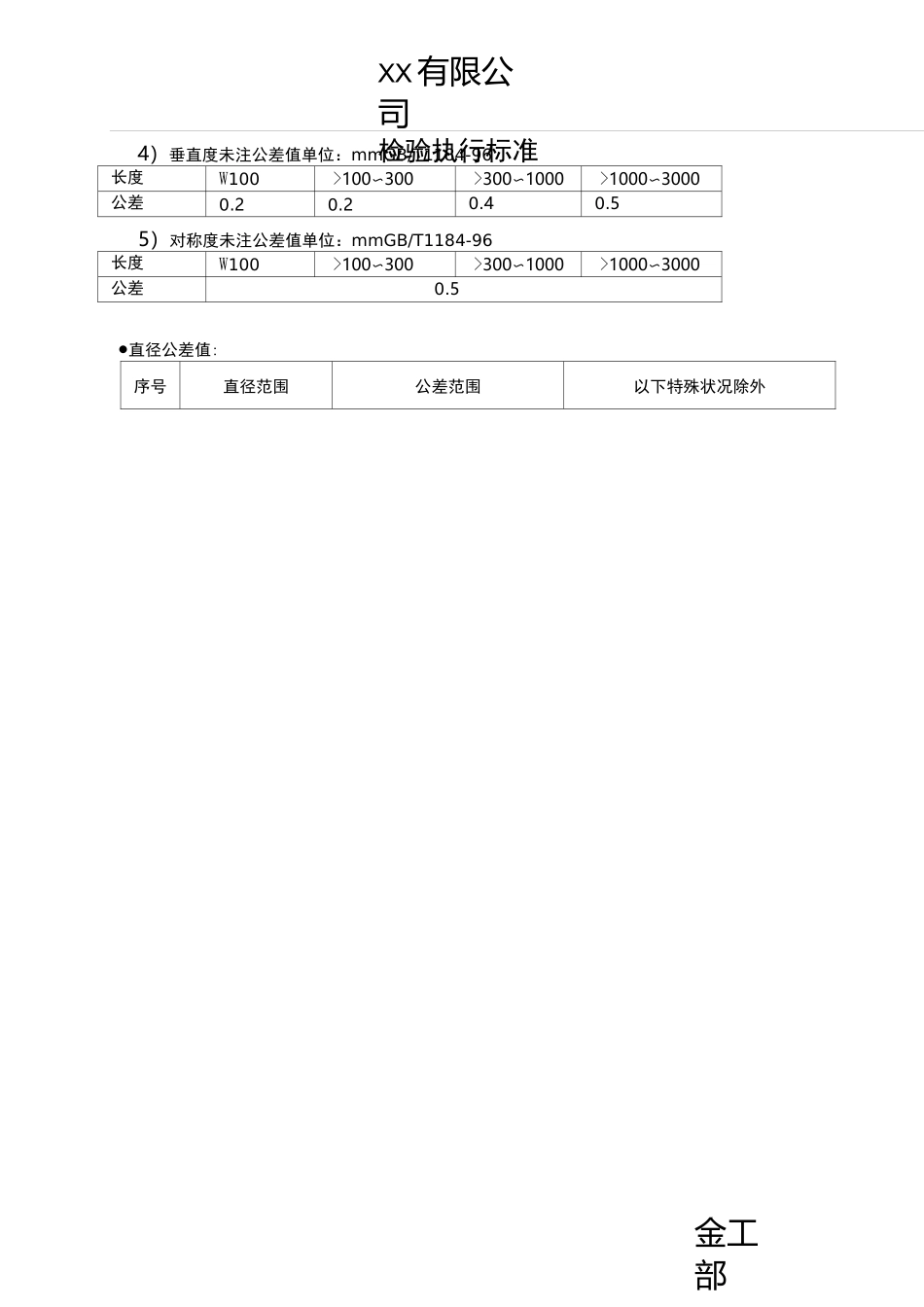
)研发/光纤检测标准:1)线性尺寸的极限偏差数值(外尺寸按负差;槽、孔按正差)单位 mmGB/T1804-922)未注公差角度的极限偏差长度单位:mmGB11335-893)直线度和平面度的未注公差儿单位:mmGB1184-96XX 有限公司检验执行标准金工部4)垂直度未注公差值单位:mmGB/T1184-96长度W100>100〜300>300〜1000>1000〜3000公差0
55)对称度未注公差值单位:mmGB/T1184-96长度W100>100〜300>300〜1000>1000〜3000公差0
5•直径公差值:序号直径范围公差范围以下特殊状况除外金工部XX 有限公司 检验执行标准1少 1-少 100
02有配合要求的以实配为主2少 10-少 200
03有配合要求的以实配为主3e20-e500
05有配合要求的以实配为主4e50-e100长度 300 以内的 0
06;长度 300 以外的0
10有配合要求的以实配为主七都加工件检测标准:6)线性尺寸的极限偏差数值(外尺寸按负差;槽、孔按正差)单位 mmGB/T1804-92尺寸范围0
5〜100>100〜200>200〜1000>1000 以上公差±0
07)未注公差角度的极限偏差长度单位:mmGB11335-89长度0〜1010〜5050〜1201