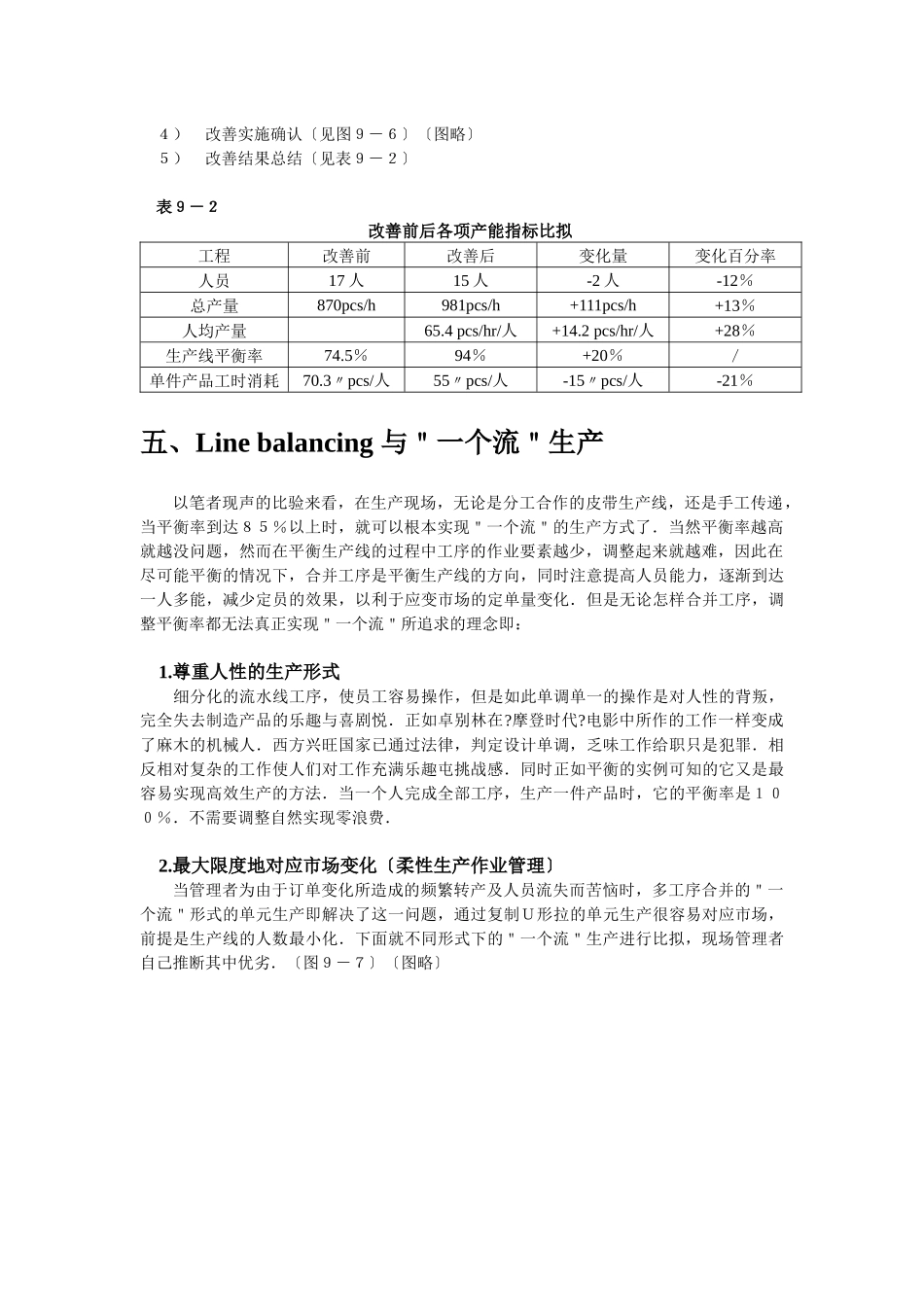
第九章Line balancing__生产线平衡生产线的平衡率计算公式如下平衡率= 各工序时间总和 * 100 Σ t i *100 人数*CT 人数*CT上例的情况下 平衡率= Σ t i *100= 111 *100=76% CT*人数 29*52.生产线的平衡损失率计算公式如下:各工序作业时间的合计平衡损失率=1-平衡率上例的情况下平衡损失率=1-76%=24% 四、Line balancing 的改善原那么方法1.改善的根本原那么与方法 平衡率改善的根本原那么是通过调整工序的作业内容来使各工序作业时间接近或减少这一偏差.实施时可遵循以下方法.1)首先应考虑对瓶颈工序进行作业改善,作业改善的方法,请参照程序分析的改善方法及动作分析,工装自动化等工程方法屯手段.2)将瓶颈工序的作业内容分担给其他工序.3)增加各作业员,只要平衡率提高了,人均产量就等于提高了,单位产品本钱也随之下降.4)合并相关工序,重新排布生产工序,相对来讲,在作业内容相对较多的情况下容易拉平衡.5)分解作业时间较短的工序,把该工序安排到其他工序中去.以上方法请参考图9-3拉平衡方法示意图进行理解.〔图略〕2. Line balancing 改善案例 下面具体通过现场一较为简单的 Line balancing 实例,使大家更加深化体会平衡生产线的方法及其综合动用.1)现状调查〔见图9-4/9-5〕〔图略〕2)现状分析:从作业时间及平衡率看,生产线的平衡损失比拟严重,且作业分于过细,造成作业内容调整困难.因此在作业改善上所能实行的较直接简便的方法即是合并工序内容,调整并取消时间过短工序,以到达提高平衡,减少工时损失,提高人均效率的目的.3)改善方案及评价〔见表9-1〕〔图略〕4)改善实施确认〔见图9-6〕〔图略〕5)改善结果总结〔见表9-2〕表9-2改善前后各项产能指标比拟工程改善前改善后变化量变化百分率