13O钳座座柄手页9共页—期nnnn标记处数好号签字日期标记处数好号签字日期013零件图号C6140 午床于•柄座零件名称手柄座共 9 页第2 页车间工序号工序名称材料牌号2钻一扩一粗
精铁 025:"通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数摇骨钻床Z30251夹具编号夹具名称切削液专用钻夹具IJ•-I工位器具编号工位器具名称工序工时(分)准终氓件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数基木工时minr/minm/minmm'rmm1钻孔 023〃””专用钻夹具195150
435310
64扩孔^24
80^mm专用钻夹具68140
725111
12狡025 驚孔专用钻夹具685
225310
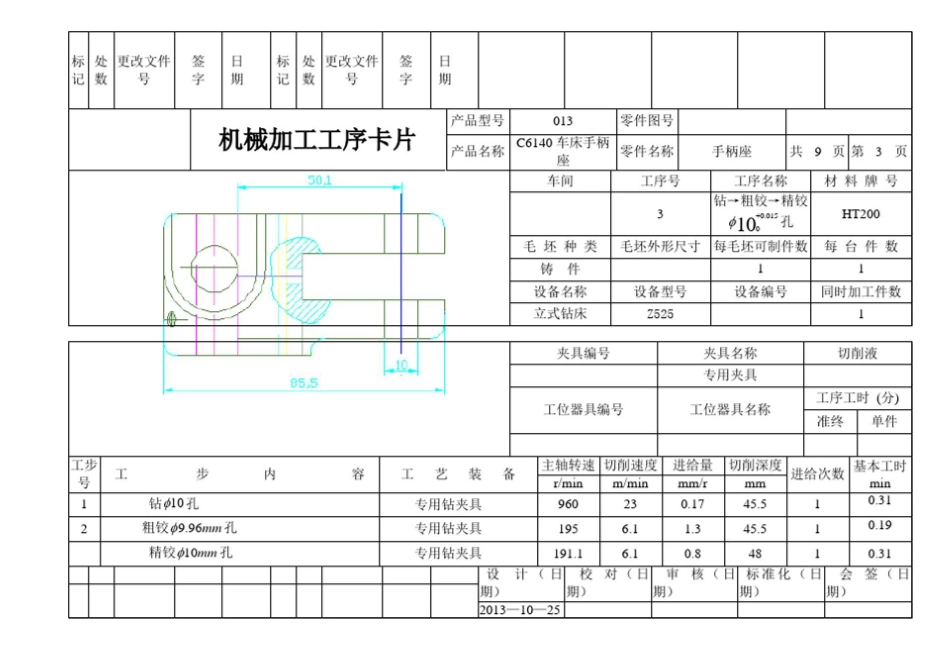
65设计(H期)校对(日期)J审核(=1标准化(日期)会签( 日期)20131025产品空号标记处数好号签字日期标记处数好号签字日期nnnnn机械加工工序卡片3产品型号013零件图号产品名称C6140 车床于•柄座零件名称于•柄座共 9 页第5 页车间工序号工序名称材料牌号5铳]4^016111111的懵面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数卧式铳床XA61321夹具编号夹具名称切削液专用诜夹具工序工时(分)工位器具编号工位器具名称机械加工工序卡片标记处数0号签字日期标记处数0号签字日期nnnnn3产品型号013零件图号产品名称C6140 车床手柄座零件名称于•柄座共 9 页第7 页车间工序号工序名称材料牌号7粗、精较(plAmm-fLHT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数摇臂钻床Z30251夹具编号夹具名称切削液专用诜夹具工序工时(分)机械加工工序卡片工位器具编号工