机械制造工艺学(王先逵)习题及答案第六章 机床夹具设计 1、什么是机床夹具举例说明夹具在机械加工中的作用
答:机床夹具是在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变
机床夹具的功用:①稳定保证工件的加工精度;② 减少辅助工时,提高劳动生产率; ③ 扩大机床的使用范围,实现一机多能
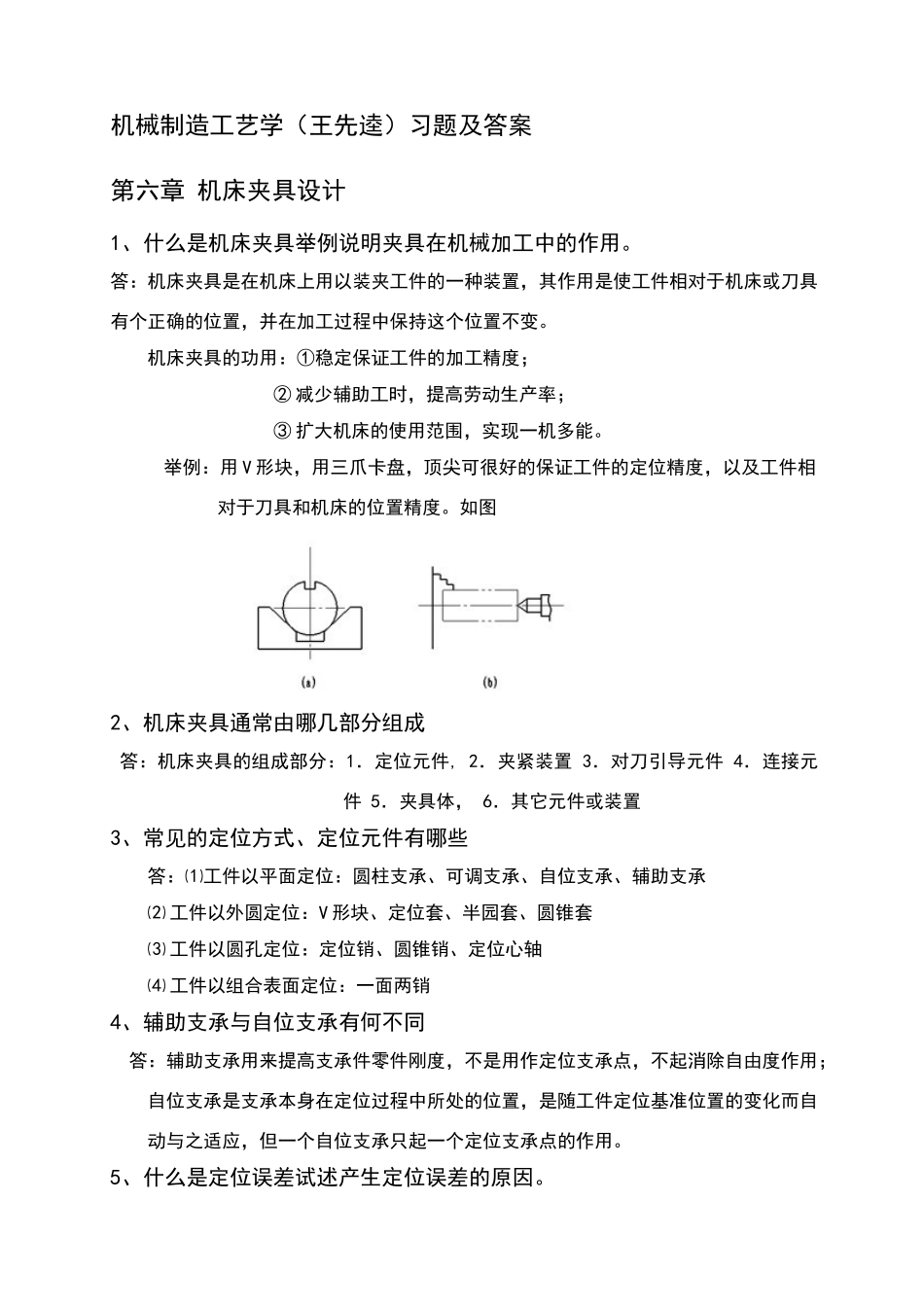
举例:用 V 形块,用三爪卡盘,顶尖可很好的保证工件的定位精度,以及工件相对于刀具和机床的位置精度
如图 2、机床夹具通常由哪几部分组成答:机床夹具的组成部分:1.定位元件, 2.夹紧装置 3.对刀引导元件 4.连接元件 5.夹具体, 6.其它元件或装置 3、常见的定位方式、定位元件有哪些 答:⑴工件以平面定位:圆柱支承、可调支承、自位支承、辅助支承⑵ 工件以外圆定位:V 形块、定位套、半园套、圆锥套⑶ 工件以圆孔定位:定位销、圆锥销、定位心轴⑷ 工件以组合表面定位:一面两销4、辅助支承与自位支承有何不同 答:辅助支承用来提高支承件零件刚度,不是用作定位支承点,不起消除自由度作用;自位支承是支承本身在定位过程中所处的位置,是随工件定位基准位置的变化而自动与之适应,但一个自位支承只起一个定位支承点的作用
5、什么是定位误差试述产生定位误差的原因
答:定位误差:是由于工件定位造成的加工面相对工序基准的位置误差,由于对同一批工件说,刀具调整后位置是不动的,即被加工表面的位置相对于定位基准是不变的,因此定位误差就是工序基准在加工尺寸方向上的最大变动量
造成定位误差的原因:⑴ 定位基准和工序基准不一致所引起的基准不重合误差Δjb⑵ 由于定位副制造误差及配合间隙所引起的定位误差,即基准位移误差Δjw 7、工件在夹具中夹紧时对夹紧力有何要求 答:⑴方向:① 夹紧力的作用方向不破坏工件定位的准确性和可靠性② 夹紧力方向应使工件变形尽可能小③ 夹紧