《数控加工工艺编程与操作》一体化教学教案(首页) 共 9 页第 1 页课 题第三单元 复合表面零件加工课题三 切槽加工授课班级06 数控与模具批阅签名授课日期2025 年 9 月 24 日 至 2025 年 9 月 25 日 第 4 周星期三第 1 节至第 4 周星期四第 6节授课时数讲授 2 学时实训 8 学时 教学目的1、看懂图纸,制定合理的加工工艺
2、编制正确的加工程序,用 G01 及 G04 切削单槽
3、掌握复合循环指令 G75 的格式及应用
4、用复合循环指令 G75 及子程序完成宽槽、等距槽及不等距槽的加工
5、能正确处理加工过程中的工艺问题,能完成多把刀对刀
教学思路设计说明任务驱动法:以任务驱动法贯穿整个课题的教学,在任务实施过程中再灵活运用讲授、提问、讨论、演示、巡回指导等教学方法
教学模式理实一体化:理论知识、加工程序仿真检验及零件加工一体化的教学模式教学重点1、G75 指令的格式及子程序的格式
2、G75 指令配合子程序加工各种类型槽的方法
教学难点1、G75 指令各参数的含义及灵活运用
2、具备分析及保证切槽质量的能力
课前预习1、G75 复合循环指令的格式及加工特点
2、子程序的格式及应用
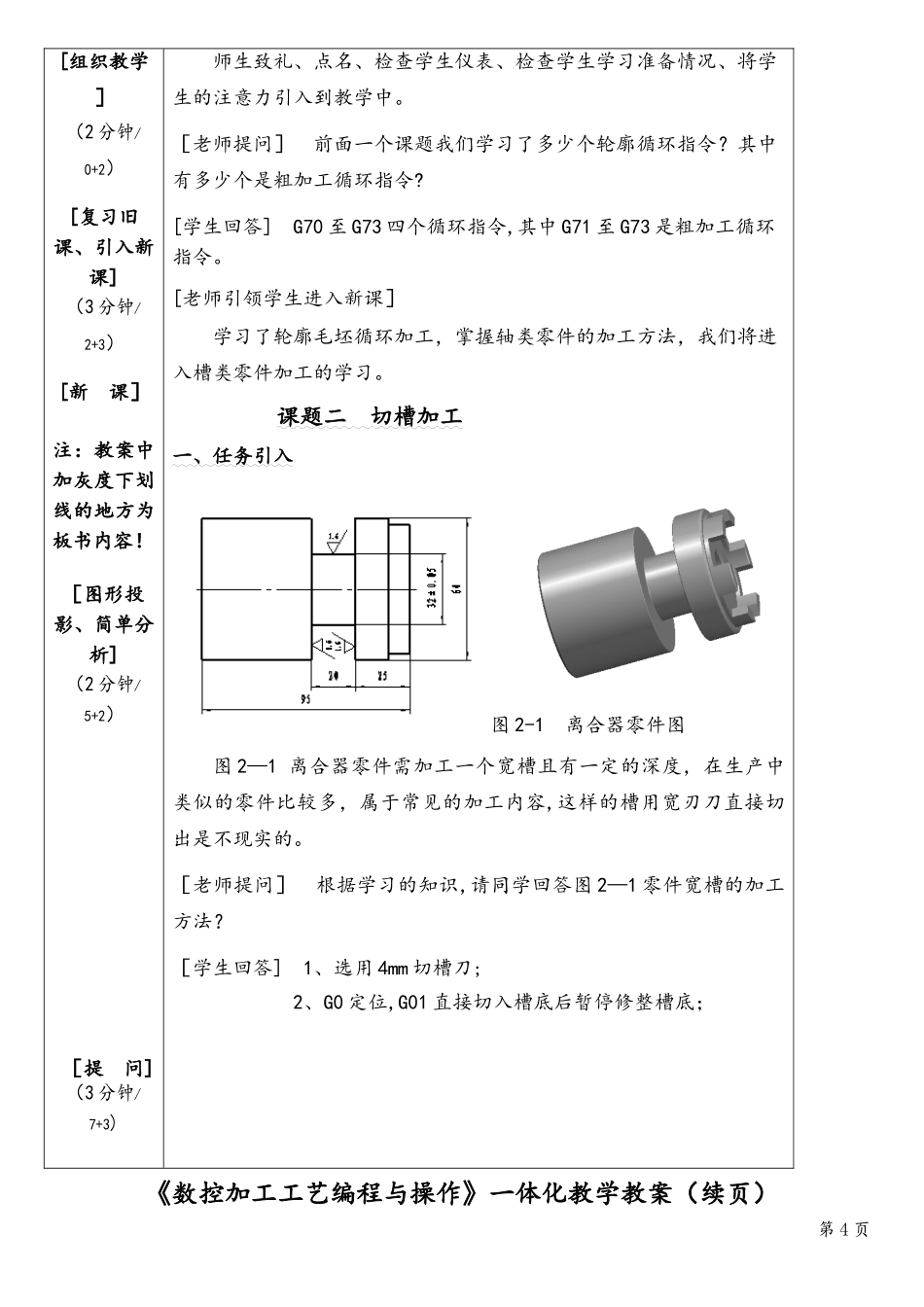
课前教学准备图 样教案中图形(图 2-1、图 2—2、图 2-3、图 2-4)及 G75 指令的走刀路线全部制成电子文档,准备在多媒体上使用
器 材白板笔、三角板、投影仪、计算机、数控加工仿真系统、零件实物、数控车床
工 量 具游标卡尺、千分尺、150mm 钢板直尺、油壶、毛刷、防护眼镜、刀具等《数控加工工艺编程与操作》一体化教学教案(次页) 第 2 页教学环节内 容 要 点时间组织教学师生致礼、点名、检查学生仪表及学习准备情况、将学生的注意力引入到教学中
2 分钟新课入门指导讲 解 要 点1、教学任务分析
2、G75 径向切槽循环指令格式及应用