老师课时授课计划年级 数控 07-9 班 科目 数控车削编程与操作训练 老师 教材章节页次课题§3
1 成形面加工编程参考资料数控车削编程教学课时数1 小时教学次数0
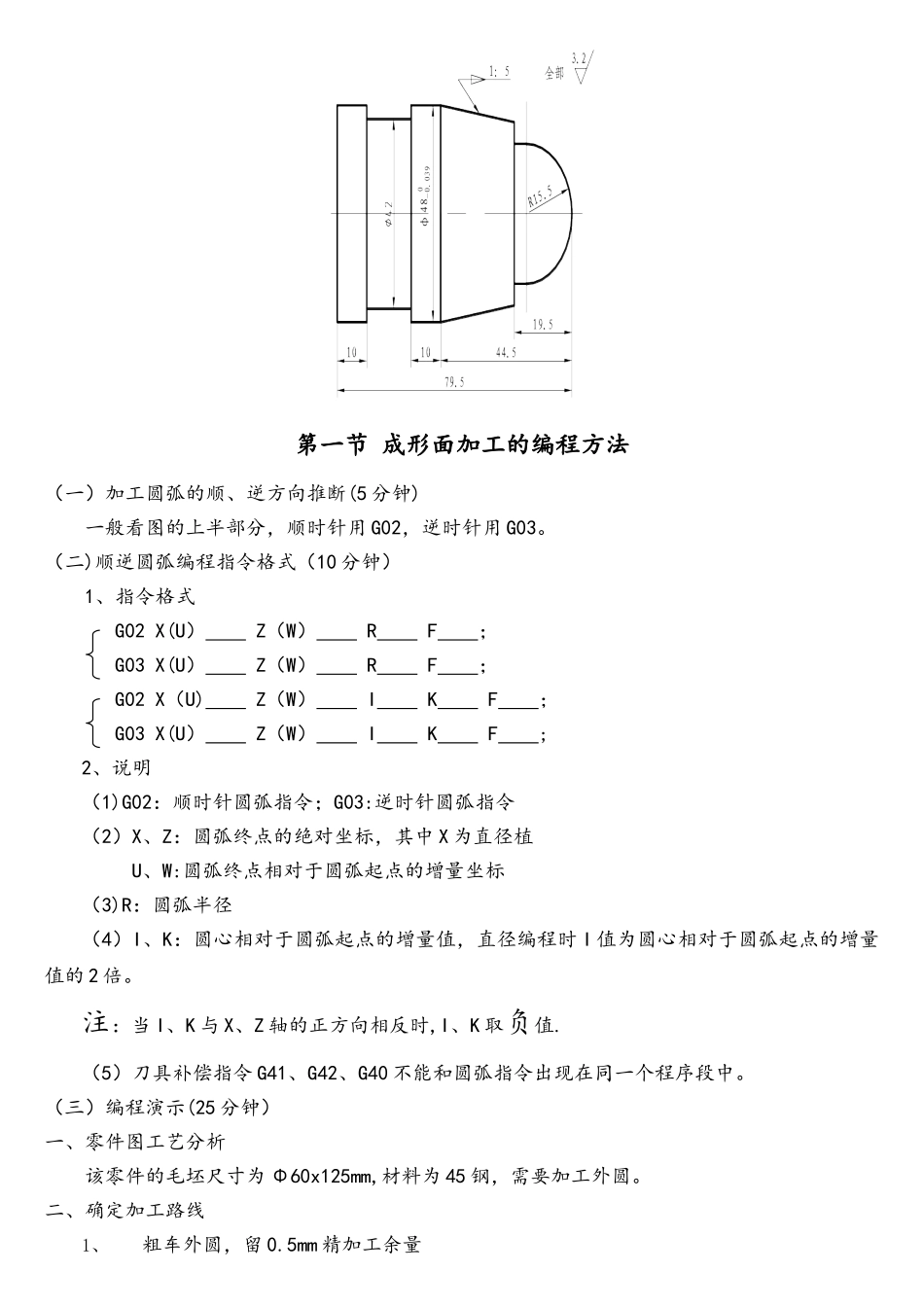
5 次课的类型讲授,仿真演示备注教学目的1、 理解成形面零件的图形特点2、 熟练掌握圆弧加工的指令格式3、 理解刀具补偿指令在成形面加工中的应用4、 能够看懂成形面的加工程序,并能编写简单的零件程序重点难点1、 圆弧加工的指令格式及各个参数的含义2、 编写简单的成形面零件的加工程序教学过程第一节 成形面加工编程基础一、成形面加工编程工艺知识1、 成形面加工方法2、 切削用量的选择二、刀具的选择1、 尖形车刀2、 圆弧形车刀例:加工如图所示零件,毛坯尺寸为 Φ60x125mm,材料为 45 钢
按图纸要求加工零件
第一节 成形面加工的编程方法(一)加工圆弧的顺、逆方向推断(5 分钟)一般看图的上半部分,顺时针用 G02,逆时针用 G03
(二)顺逆圆弧编程指令格式(10 分钟)1、指令格式 G02 X(U) Z(W) R F ; G03 X(U) Z(W) R F ; G02 X(U) Z(W) I K F ; G03 X(U) Z(W) I K F ;2、说明(1)G02:顺时针圆弧指令;G03:逆时针圆弧指令(2)X、Z:圆弧终点的绝对坐标,其中 X 为直径植 U、W:圆弧终点相对于圆弧起点的增量坐标(3)R:圆弧半径(4)I、K:圆心相对于圆弧起点的增量值,直径编程时 I 值为圆心相对于圆弧起点的增量值的 2 倍
注:当 I、K 与 X、Z 轴的正方向相反时,I、K 取负值
(5)刀具补偿指令 G41、G42、G40 不能和圆弧指令出现在同一个程序段中
(三)编程演示(25 分钟)一、零件图工艺分析该零件的毛坯尺寸为 Φ60x125mm,材料为 45 钢,需要加工外圆
二、确定加工路线1、粗车外圆,留 0