2 杆件的加工4
1 下料长度的计算4
1 按空间坐标系计算实际轴线长度,计算公式为:L1-2= 〔(x1-x2)2+(y1-y2)2 +(z1-z2)2〕0
2 按轴线长度 L1-2计算下料长度 i1-2,计算公式为:i1-2=L1-2 - 〔 (0
5×D1)2 - (0
5×d - t)2 〕 0
5 - 〔 (0
5×D2)2 -(0
5×d-t)2〕0
5+w其中: x1, y1, z1为球 D1的三维坐标值,x2, y2 ,z2为球 D2的三维坐标值;D2为球 D2的外径;d 为 i1-2杆件外径;t 为 i1-2杆件壁厚;w 为焊接收缩量,它与管的直径、厚度有关,需经过试验确定
2 钢管加工制作机械设备配备表机械名称规格数量备注切管机自制2Ф219×12(含)以下钢管切割爬管机5Ф219×12(不含)以上钢管切割坡口机4修整坡口喷砂机自制2钢管喷砂除锈抛丸机1空压机0
52喷涂油漆小空气泵2叉车2t1钢管倒运循环水泵1桅杆自制2钢管上料漆膜测厚仪1测漆膜厚度4
3 钢管的加工工艺4
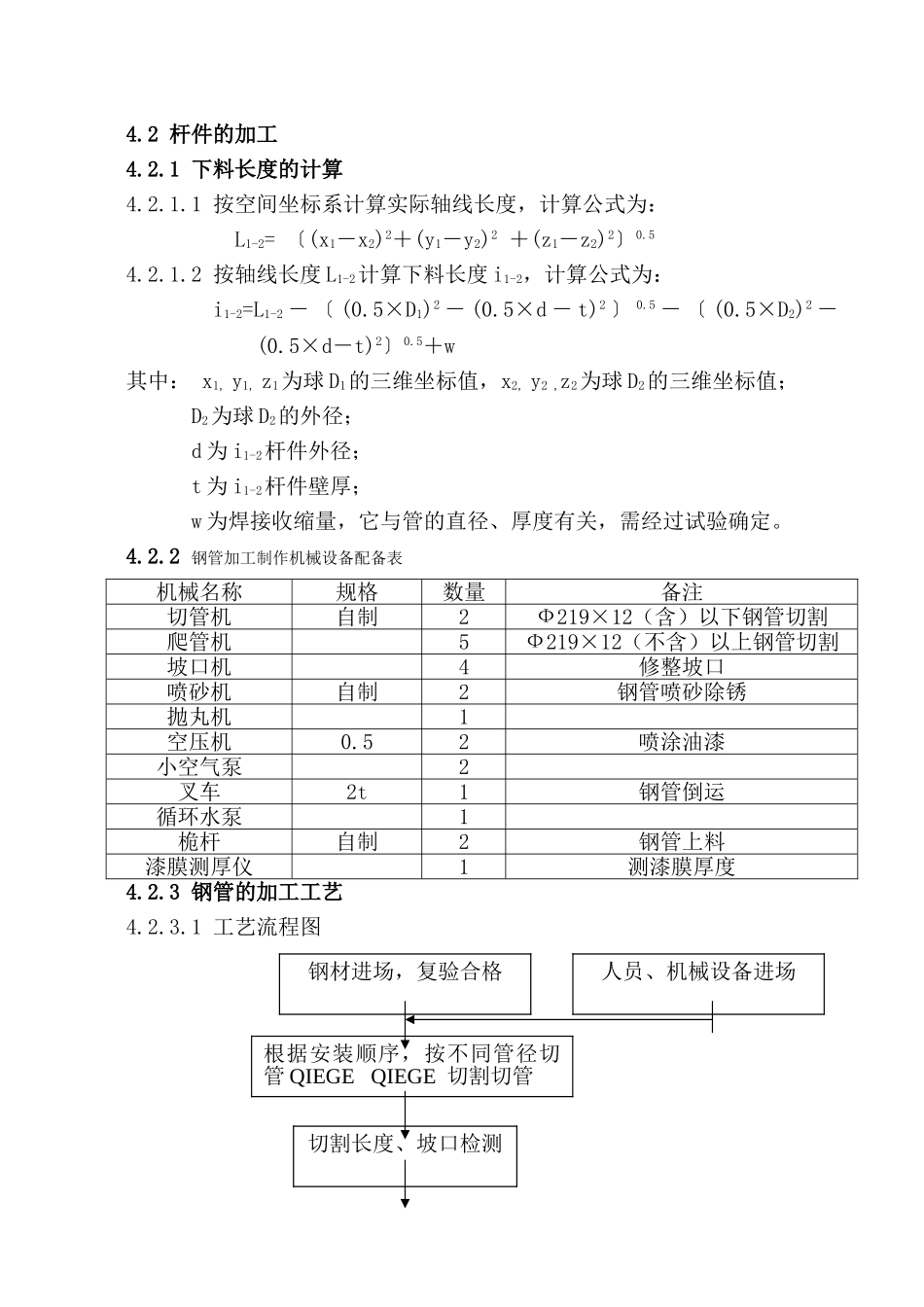
1 工艺流程图根据安装顺序,按不同管径切管 QIEGE QIEGE 切割切管切割长度、坡口检测人员、机械设备进场钢材进场,复验合格4
2 Ф219×12(含)以下钢管采纳自制的切管机切割;Ф219×12 以上的钢管利用爬管机切割,并利用坡口机修理坡口
用自制桅杆配合上料、下料
3 切管时按不同的下料长度配套组合,使其接近订货长度,减少损耗量
切割的管头要分类分区码放
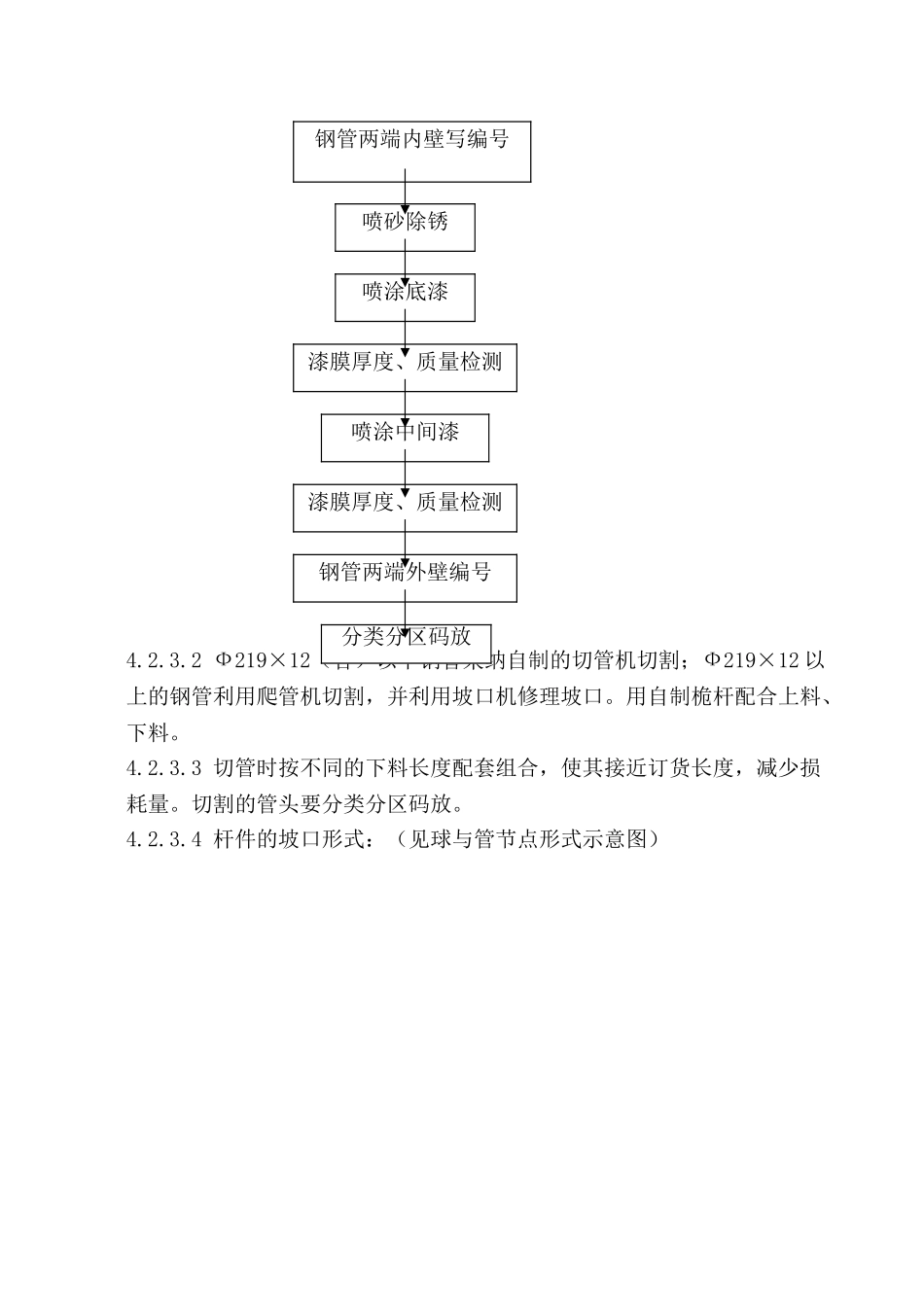
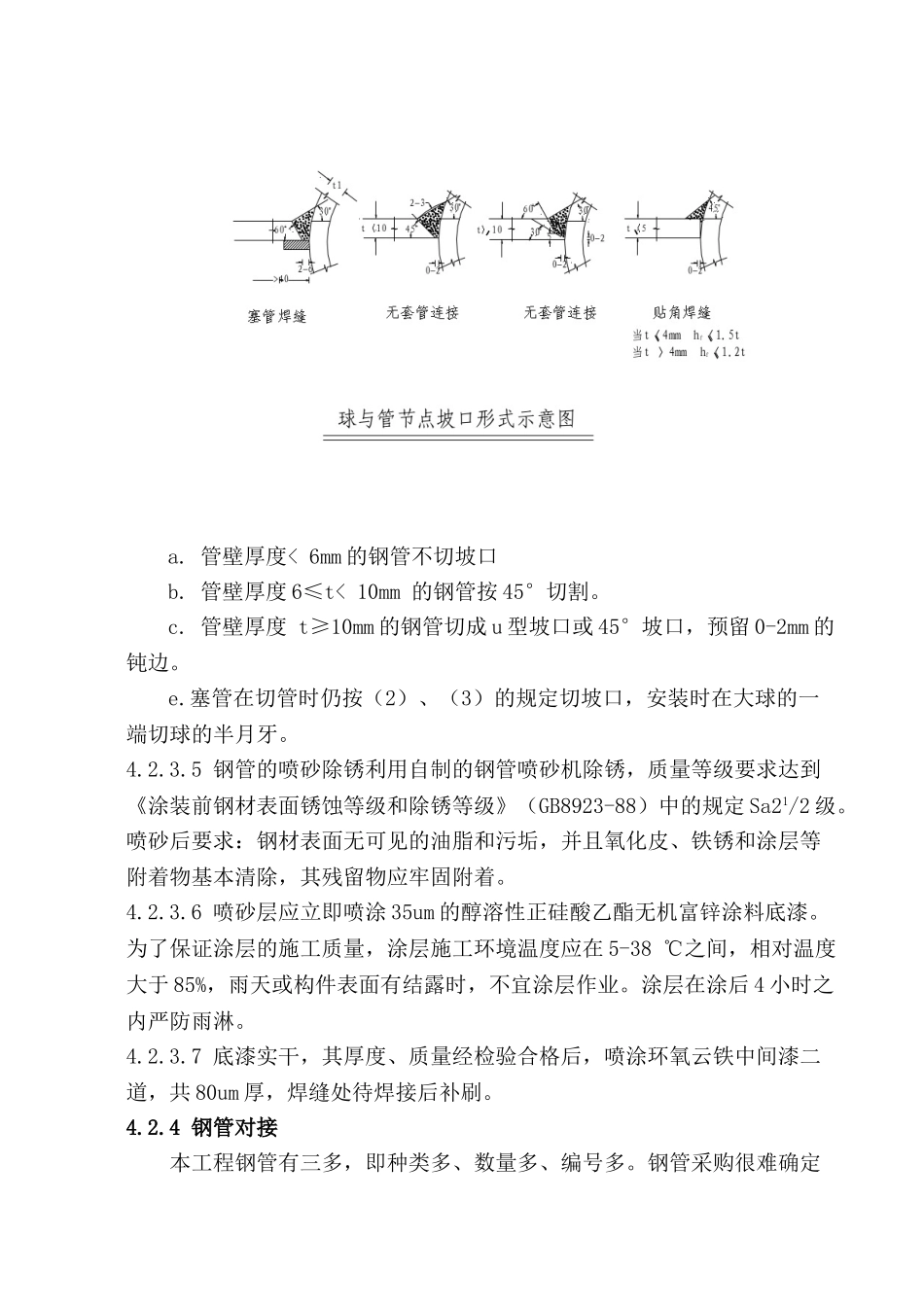
4 杆件的坡口形式:(见球与管节点形式示意图)钢管两端内壁写编号喷砂除锈喷涂底漆漆膜厚度、质量检测喷涂中间漆漆膜厚度、质量检测钢管两端外壁编号分类分区码放a
管壁厚度< 6mm 的钢管不切坡口b
管壁厚度 6≤t< 10mm 的钢管按