0 安全质量保证措施9
1 质量保证措施9
1 质量目标 工程验收合格率为 100%,优良品率在 80%以上,争创鲁班奖
2 保证措施9
1 建立并运行钢结构安装质量保证体系,根据《钢结构工程施工及验收法律规范》GB50205-95 的要求对构件进行检查处理,不合格构件不准进场,安装严格执行既定工艺,质量符合法律规范要求
2 在加工厂设置安装代表,监控构件的制作进度和质量,并及时传递安装现场的需求信息
3 各班组做好质检、互检、交接检记录,质检部门随时对施工各工序抽检,执行安装工艺流程过程中的程序把关
同时对构件进场复检、安装位置测量检查、桁架焊前隐蔽、焊接过程监测以及最终报验 5 个环节设置了自检、数据记录以及报检报验手续
4 实行全面质量管理,在测量、构件安装、校正、焊接四个工序开展 QC 小组活动,针对难度比较大的分部工程编写具体的作业指导书
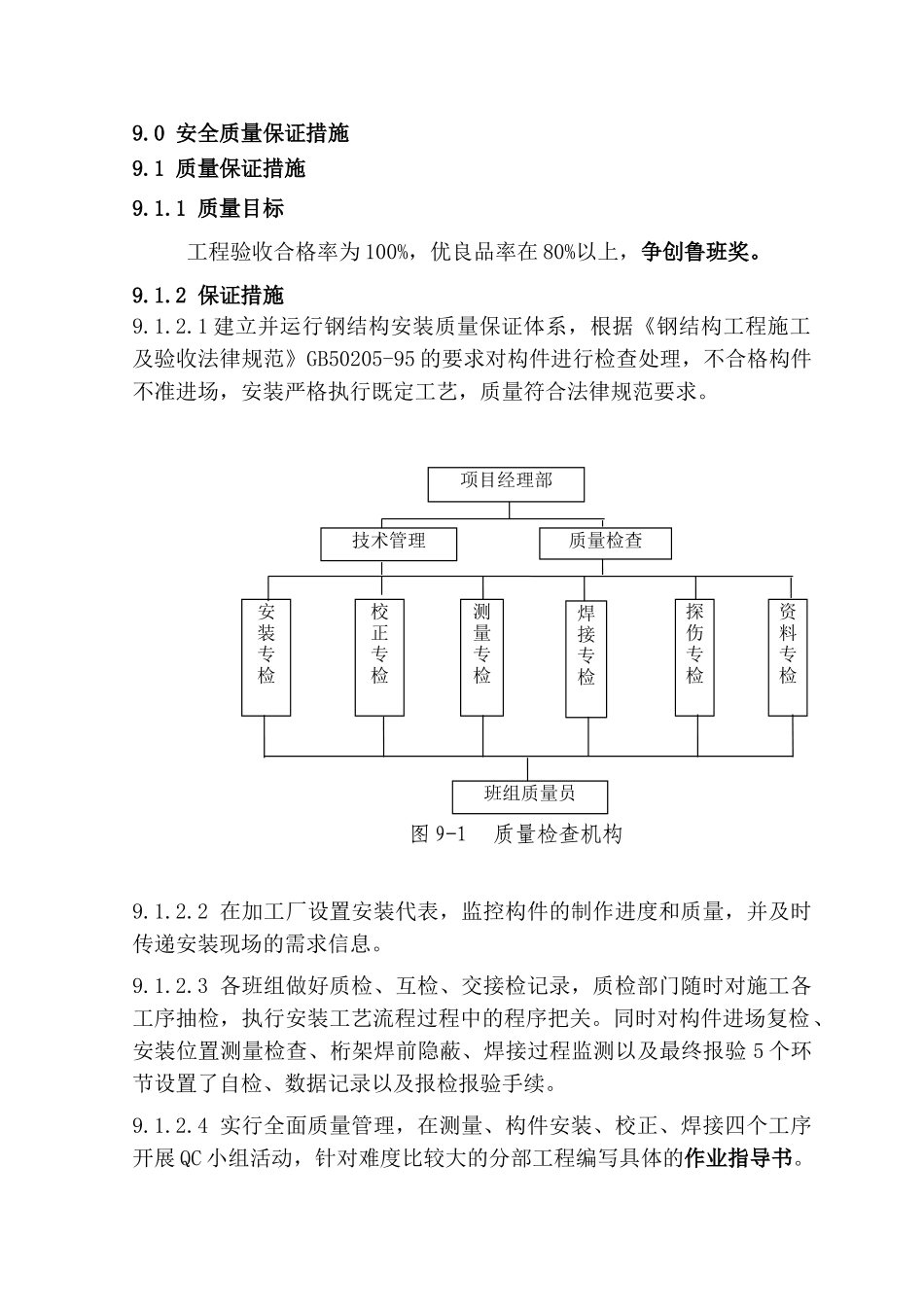
图 9-1 质量检查机构班组质量员项目经理部技术管理质量检查安装专检测量专检焊接专检探伤专检校正专检资料专检9
5 各种测量仪器、钢尺、探伤仪器及压力表在施工前送检,标定合格后使用
6 必须保证在焊接施工过程中每个焊工配备风铲和保温筒各一把;同时指派专人负责焊条的烘干和发放,并作好详细的烘干和发放记录
7 焊接前对参加焊接施工的焊工进行详细的技术交底,明确质量要求和技术要点
8 焊接过程中的质量检查由班组质量员进行自检、焊接质量员和项目组质量检查员进行专检和抽检
焊接过程中的监测,因焊缝完全冷却后变形才能充分体现出来,我们分早晨(上班前)、中午(上班后)、晚上(下班前)和深夜(交接班)4 次检查
钢柱的位移监测由测量工长负责,测量班具体实施;焊缝变形量的检测由焊接工长负责,班组质检员记录
9 对于桁架安装过程中班组