施工升降机钢结构制造工艺1
主题内容及适用范围1
1 本工艺制定了施工升降机(井架类的施工升降机
后相同)钢结构的制造工艺
2 本工艺是对钢丝绳提升的施工升降机的钢结构设计要求结合我公司的实际加工能力而制定的钢结构制造工艺
引用标准GB/T 10054-2025《施工升降机》 JGJ88-1992 《龙门架及井架物料提升机安全技术法律规范》GB/T 5082
1 建筑机械与设备焊接件通用技术条件 GBJ 205 钢结构工程施工及验收法律规范3
制造工艺流程施工升降机的钢结构工艺流程主要为四部分:型材检查和备料(号料和下料)、零件加工(剪、冲、钻)、装配组焊、检查和修正
产品钢结构可分为四大部份:天梁、标准节、提升吊蓝、安全门及安全围拦
(本标准省略安全门及安全围拦制造工艺
零件备料、加工一般要求4
1 样板制作4
1 样板用 0
75mm 铁皮制作,样杆可用钢皮或扁铁制作
2 样杆和样板应注明加工边、坡口部位、弯折线和弯拆方向、孔径和滚圆半径等
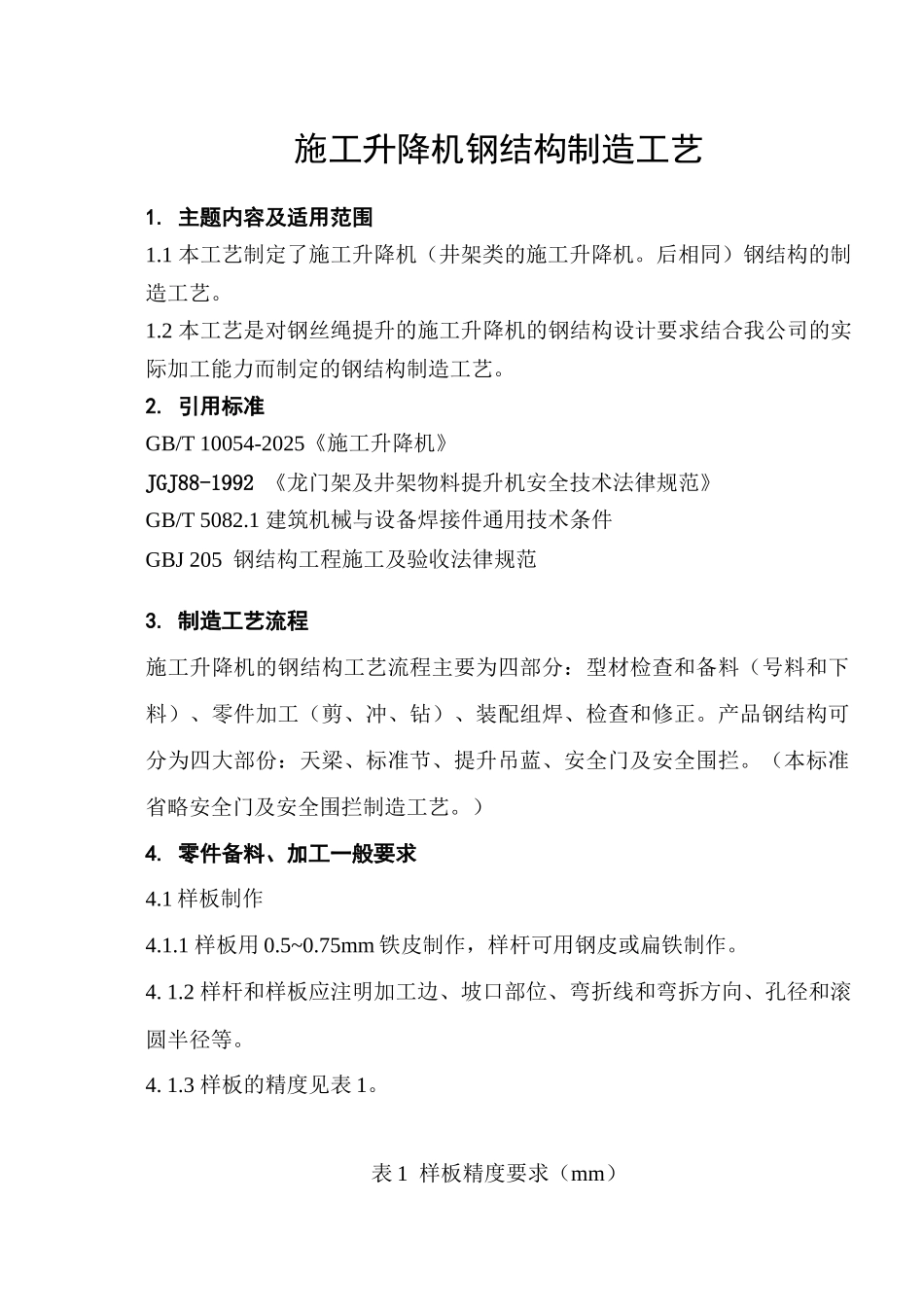
3 样板的精度见表 1
表 1 样板精度要求(mm)偏差名称总长宽度两端孔中心距孔心位移相邻孔距两排孔心距两对角线极限偏差±1
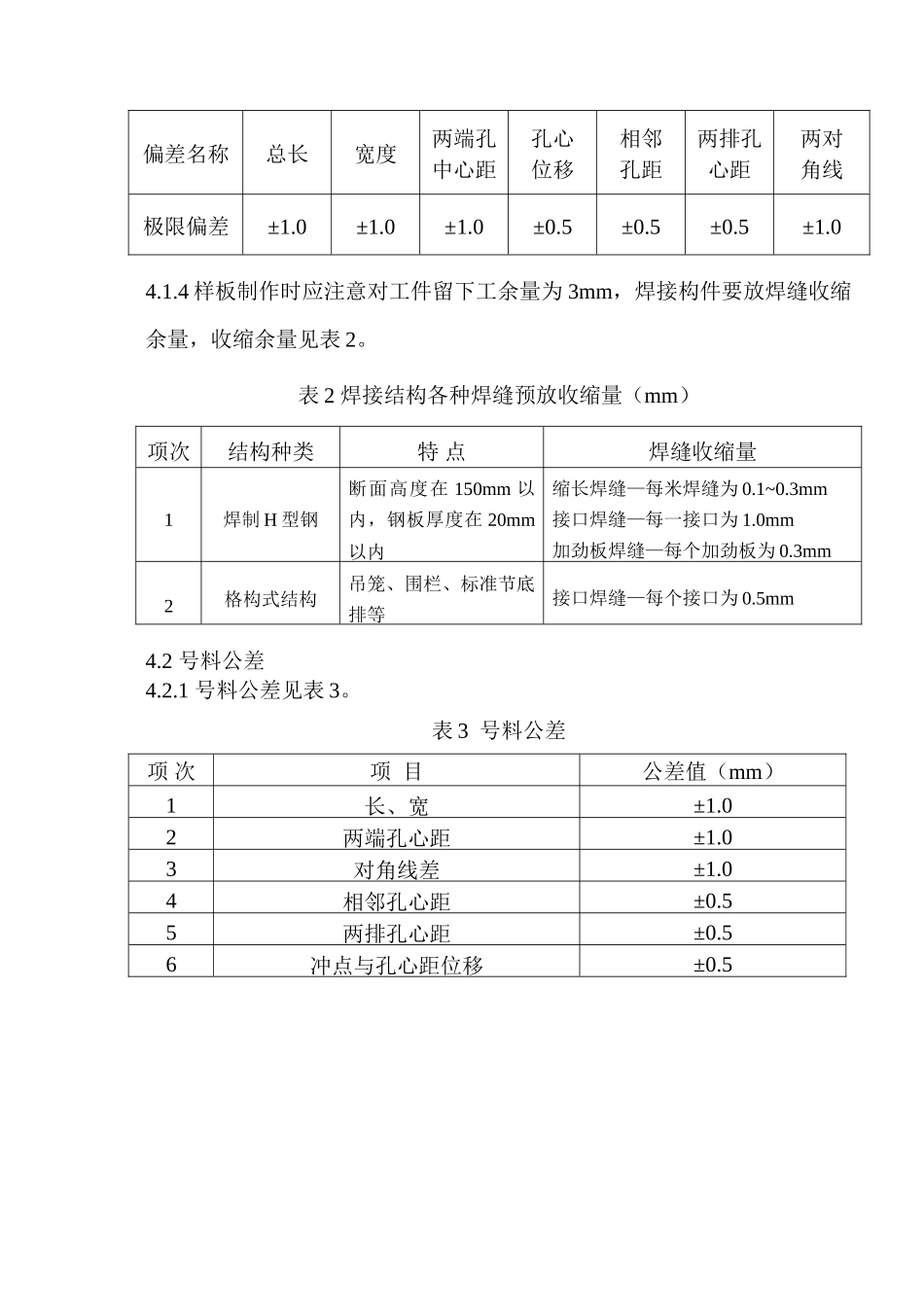
4 样板制作时应注意对工件留下工余量为 3mm,焊接构件要放焊缝收缩余量,收缩余量见表 2
表 2 焊接结构各种焊缝预放收缩量(mm)项次结构种类特 点焊缝收缩量1焊制 H 型钢断面高度在 150mm 以内,钢板厚度在 20mm以内缩长焊缝—每米焊缝为 0
3mm接口焊缝—每一接口为 1
0mm加劲板焊缝—每个加劲板为 0
3mm2格构式结构吊笼、围栏、标准节底排等接口焊缝—每个接口为 0
2 号料公差4
1 号料公差见表 3
表 3 号料公差项 次项 目公差值(mm)1长、