汽车覆盖件拉伸起皱和开裂现象分析及控制措施 对汽车覆益件在拉伸过程中的起皱和开裂现象进行了分析,并从工艺、设计、调整等几个方面较详细地说明了解决零件拉伸起皱、开裂的方法和控调措拖
1、引 言 汽车车身外形是由许多轮廓尺寸较大且具有空间曲面形状的覆盖件焊接而成,因此对覆盖件的尺寸精度和表面质量有较高要求
车身覆盖件要求表面平滑、按线清楚,不允许有皱纹、划伤、拉毛等表面缺陷,此外还要求具有足够的刚性和尺寸稳定性
车身表面质量的好坏取决于覆盖件拉伸的结果,而拉伸模是拉出合格覆盖件的关键
由于影响拉伸件质量的因索主要是起皱、开裂、拉毛和回弹,所以从编制冲压工艺到模具设计都必须认真考虑
模具制造完毕,在拉伸模调试过程中,还必须对拉伸件的起皱和开裂现象进行认真分析与讨论,并实行相应的措施
拉伸件在拉伸过程中起皱和开裂的原因很多,主要原因有以下几个方面: (1)拉伸模设计工艺性是否合理
(2)模具加工质量(表面精度、硬度等)引起的问题
(3)压力机精度(滑块平行度等)
(4)板料质量(厚度超差)
现对上述造成开裂、起皱的原因分别进行讨论
2、拉伸件加工工艺的确定 拉伸件的工艺性是编制覆盖件冲压工艺首先要考虑的问题,只有设计出一个合理的、工艺性好的拉伸件,才能保证在拉伸过程中不起皱、不开裂或少起皱、少开裂
在设计拉伸件时不但要考虑冲压方向、冲压位置、压料面形状、拉伸筋的形状及配置、工艺补充部分等可变量的设计,还要合理地增加工艺补充部分,正确确定压料面
各可变量设计之间又有相辅相成的关系,如何协调各变量的关系.是成形技术的关键,要使之不但满足该工序的拉伸,还要满足该工序冲模设计和制造工艺的需要,并给下道熔边、翻边工序制造有利条件,一般应注意以下几个方面
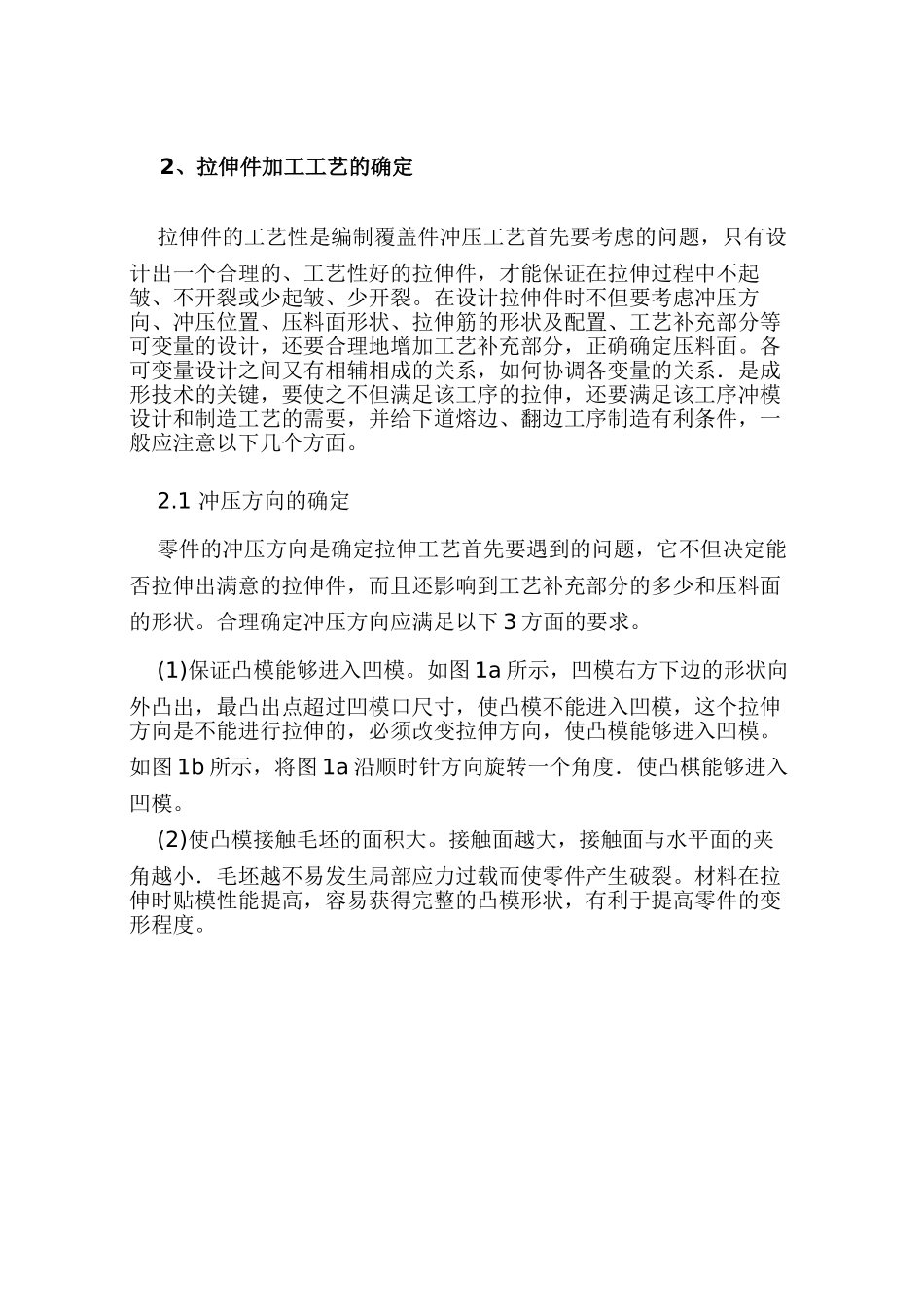
1 冲压方向的确定 零件的冲压方向是确定拉伸工艺首先要遇到的问题,它不但决定能否拉伸出满意的拉伸件,而且还影响到工艺补充