操作人员资格: 线切割机操作培训合格者,方可操作
目 的: 保持机器正常运作,延长寿命
用 途 : 用于对铜公和镶件的加工
适 用 范 围: 线切割机操 作 指 引 : 1)在安全的前提下,按操作程序作相关操作
2)操作时特别留意注意事项
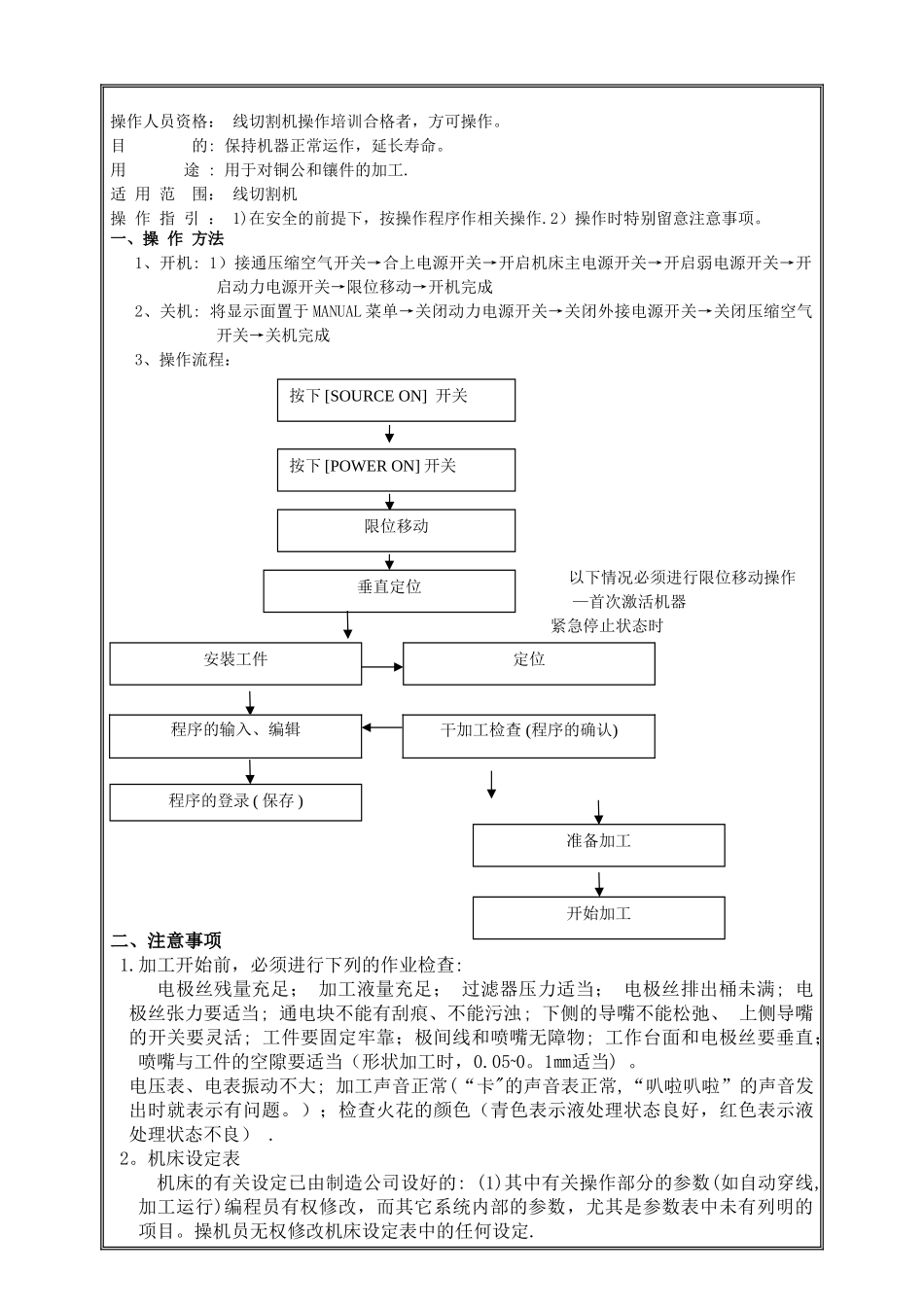
一、操 作 方法1、开机: 1)接通压缩空气开关→合上电源开关→开启机床主电源开关→开启弱电源开关→开启动力电源开关→限位移动→开机完成2、关机: 将显示面置于 MANUAL 菜单→关闭动力电源开关→关闭外接电源开关→关闭压缩空气开关→关机完成3、操作流程:以下情况必须进行限位移动操作—首次激活机器紧急停止状态时二、注意事项1
加工开始前,必须进行下列的作业检查:电极丝残量充足; 加工液量充足; 过滤器压力适当; 电极丝排出桶未满; 电极丝张力要适当; 通电块不能有刮痕、不能污浊; 下侧的导嘴不能松弛、 上侧导嘴的开关要灵活; 工件要固定牢靠;极间线和喷嘴无障物; 工作台面和电极丝要垂直; 喷嘴与工件的空隙要适当(形状加工时,0
电压表、电表振动不大; 加工声音正常(“卡"的声音表正常,“叭啦叭啦”的声音发出时就表示有问题
);检查火花的颜色(青色表示液处理状态良好,红色表示液处理状态不良)
机床设定表 机床的有关设定已由制造公司设好的: (1)其中有关操作部分的参数(如自动穿线,加工运行)编程员有权修改,而其它系统内部的参数,尤其是参数表中未有列明的项目
操机员无权修改机床设定表中的任何设定
按下 [SOURCE ON] 开关按下 [POWER ON] 开关 限位移动垂直定位安裝工件定位程序的输入、编辑干加工检查 (程序的确认)程序的登录 ( 保存 )准备加工开始加工3
任何操作人员应严格遵守以上内容,,否则可能产生无法估量的严重后果
注意事项: 要关闭弱开关必须在关闭强电源开关 10 秒以后才可以进行