数学建模--轧钢中的浪费2轧钢中的浪费一、摘要:在轧钢厂内,把粗大的钢坯变成合格的钢材通常要经过两道工序,第一道是粗轧(热轧),形成钢材的雏形;第二道是精轧(冷轧),得到规定长度的成品材
粗轧时由于设备、环境等方面的众多因素的影响,得到的钢材的长度是随机的,大体上呈正态分布,其均值可以在轧制过程中由轧机调整,而均方差则由设备的精度决定,不能随意改变
如果粗轧后的钢材长度大于规定的长度,精轧时把多出的部分切掉,造成浪费;如果粗轧后的钢材已经比规定长度短,则整根报废,造成浪费
显然,应该综合考虑这两种情况,使得总浪费最小
首先推算出热轧一根成品钢材的平均浪费J与钢材的期望值μ的关系式为J=μ/P-L,再由样本计算出钢材的均方差σ,就可以用Matlab画出J随μ的变化曲线图
然后对样本进行Z检验来判断均值是否调整到最佳值,也就是看样本的均值有没有设定到μ*
最后我们取σ=0:0
0001:0
8进行数值求解,计算出)(minσgJ,并作出钢材的平均浪费随设备精度的变化曲线
根据这条曲线可以用Matlab的cftool工具箱进行拟合,可以得到与曲线相符的函数,即为钢材的平均浪费与设备精度的关系式
二、问题重述我们对30根在同一热轧机A上得到的粗轧后的钢材长度如下表格1(单位:米,热轧过程中没对轧机进行调整)
热轧后的钢材再经过冷轧,得到规定长度的成品钢材
I为了得到规定长度为l的成品钢材,在热轧前应如何调整轧机轧制过程中的均值m,使得到成品材时浪费最小
II表1中数据是为了得到2
0m成品材时得到的,请分析此时轧机轧制过程中均值是否已调整到了最佳
III评估热轧机A为获得一根规定长度2
0m成品材时产生的平均浪费
为减少这一相当可观的浪费,应设法提高粗轧设备的精度
请给出平均浪费与设备精度之间的关系
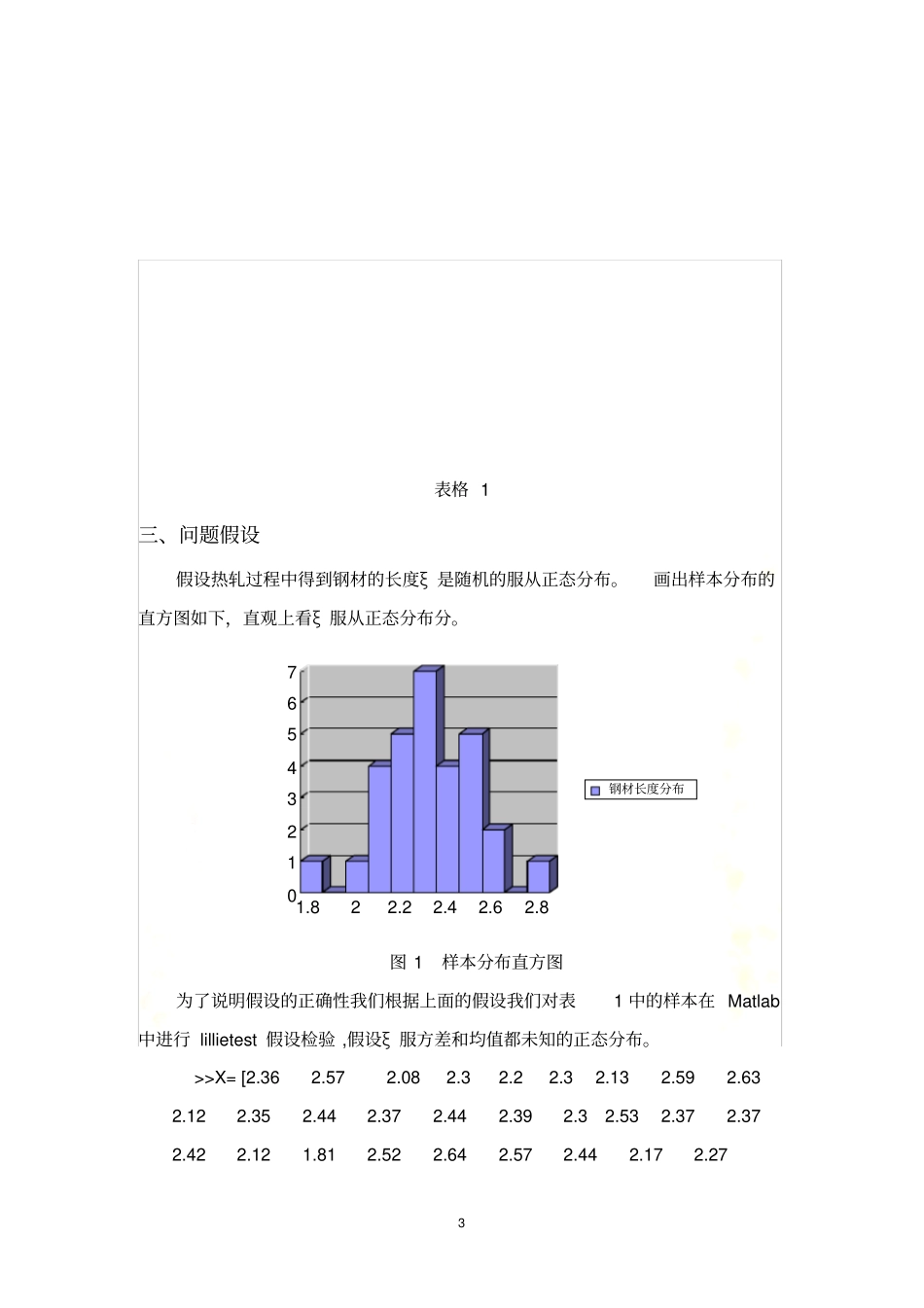
3表格1三、问题假设假设热轧过程中得到钢材的长度ξ是随机的服从正态分布