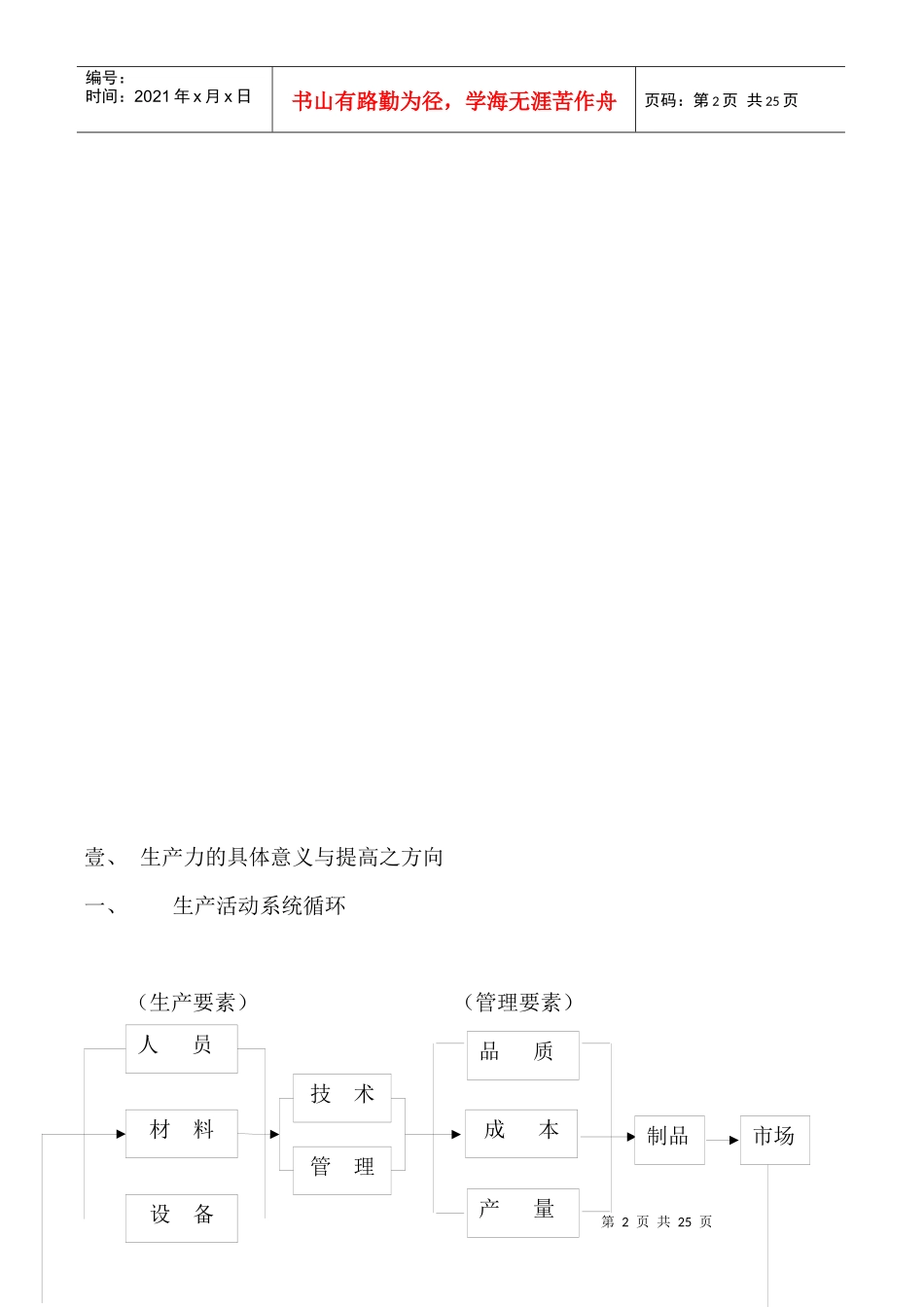
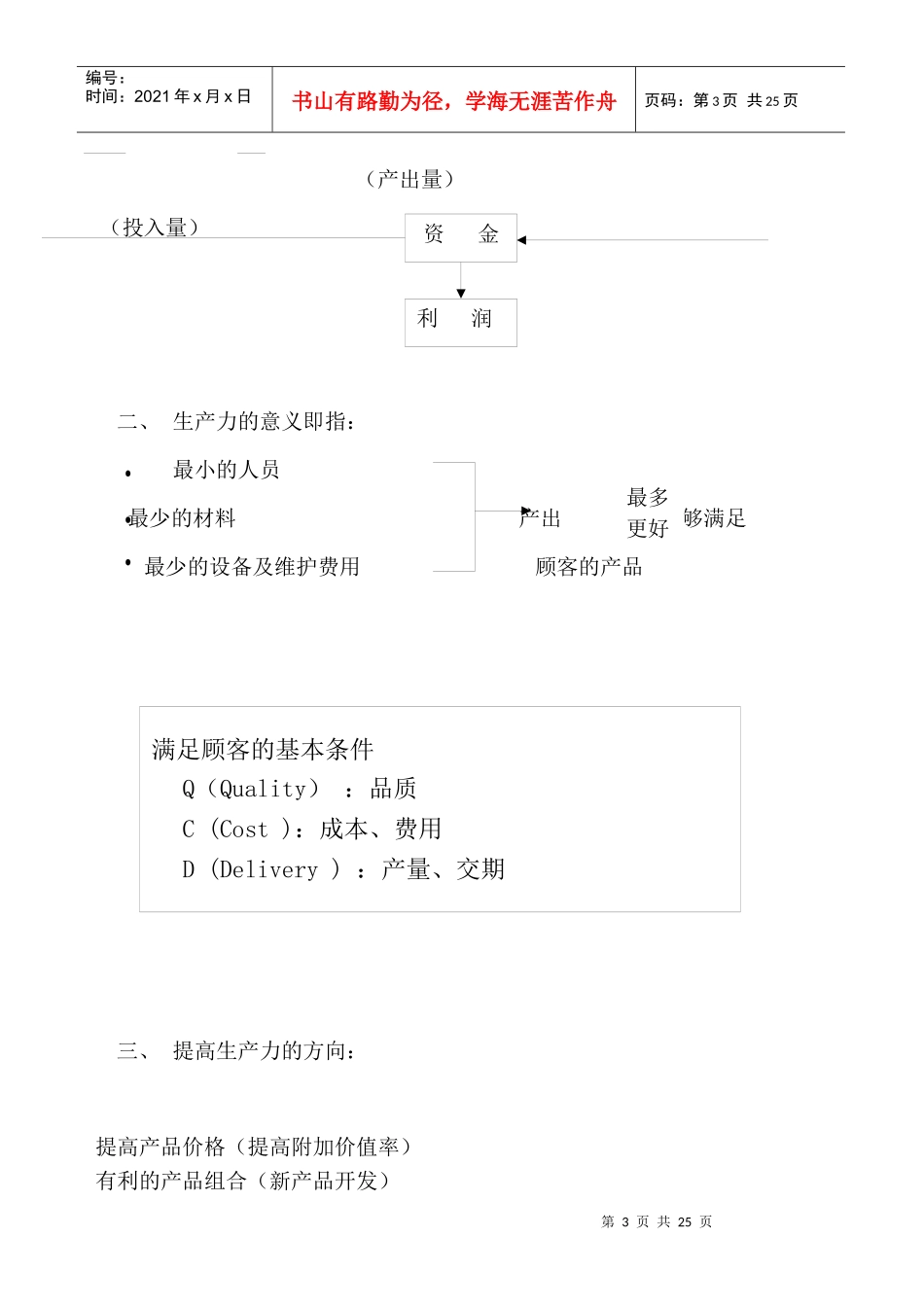
第1页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共25页PAC提高生产绩效降低成本实务实务第2页共25页第1页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共25页壹、生产力的具体意义与提高之方向一、生产活动系统循环(生产要素)(管理要素)材料人员设备技术成本市场产量品质制品管理第3页共25页第2页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共25页(产出量)(投入量)二、生产力的意义即指:最小的人员最少的材料产出并能够满足最少的设备及维护费用顾客的产品三、提高生产力的方向:提高产品价格(提高附加价值率)有利的产品组合(新产品开发)资金利润最多更好满足顾客的基本条件Q(Quality):品质C(Cost):成本、费用D(Delivery):产量、交期第4页共25页第3页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共25页提高生产力价值分析(VA)防止发生不良品(QC)降低变动成本降低成本降低固定成本促进人员的新陈代谢限制加班省力化、机械化、自动化、扩大外包简化间接部门降低人工费用防止人员增加节省人工费用节省其他费用节减可能节省的费用削减不能节省的费用提高作业效率缩短工时提高作业速度提高机械使用率增加生产量作业时间的管理与改善(IE、PAC)注:本课程研讨范围以上列「增加生产量」,作业时间的管理与改善(IE
PAC)为主体
第5页共25页第4页共25页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共25页贰、提高生产力的着眼方法探讨一.工作时间的构成:产品或操作的基本工作量因产品设计或规格方面之疵病而增加的工作量因制造或操作之不当而增加之工作量因管理缺陷而产生之无效时间工作人员控制范围内之无效时间改善方法:针